Professional Butt Fusion Machine: 2026 Buying Guide for Infrastructure Projects
Table of Contents
Introduction
In the high-stakes world of infrastructure, there is no room for “good enough.” Whether you are upgrading a municipal water supply, laying a high-pressure gas transmission line, or engineering an industrial chemical transport system, the margin for error is effectively zero. A single failed weld doesn’t just mean a leak; it means environmental fines, catastrophic excavation repairs, and project delays that can obliterate profit margins overnight.
Choosing the right butt fusion machine stands as the single most critical welding equipment decision for guaranteeing the integrity of polyethylene (PE) pipeline networks. As we head toward 2026, the welding technology landscape has fundamentally shifted. We have moved from purely mechanical, “feel-based” operations to a new era of data-driven, digitally integrated processes. Contractors and engineers can no longer rely on rough manual estimations; the industry now demands forensic precision, total traceability, and verifiable compliance with international standards.
This guide provides a comprehensive decision-making framework for 2026 procurement officers, project managers, and engineers. We will move beyond the glossy brochure specs to analyze the core physics of fusion, dissect critical technical requirements, and evaluate the true total cost of ownership. By understanding how butt fusion welding machine capability interacts with project scope, you can secure butt fusion machines that ensures both pipeline longevity and operational efficiency.

How Butt Fusion Works: The Science Behind a Perfect Weld
The Four-Stage Welding Process and Molecular Diffusion
You cannot choose the right tool if you don’t respect the physics it needs to master. Butt fusion isn’t simply gluing two pipes together; it is a thermofusion process that creates a homogeneous joint often stronger than the pipe itself. The process hinges on molecular diffusion—where the molecular chains of the polyethylene (PE) or polypropylene (PP) migrate across the interface and physically entangle as they cool.
This is achieved through a rigid four-stage cycle:
1. Facing (Trimming): Pipe ends are planed flat and parallel. This isn’t just about shape; it’s about exposing virgin material by removing the oxidized layer.
2. Heating (Bead-Up and Soak): The pipe ends are pressed against a heating plate to establish a specific melt pool depth.
3. Switching (Changeover): The heater is removed, and the pipes are brought together. Speed is everything here; delay allows the molten plastic to cool prematurely, ruining the bond.
4. Cooling: The joined pipes are held under strict pressure while the polymer recrystallizes into a solid structure.
Violating the parameters of any stage compromises that molecular entanglement, creating “ticking time bomb” joints that may fail years after the trench is backfilled.
Heating Plate Temperature Range and Control Precision
The heating plate is the heart of the thermal operation. For standard HDPE welding, the surface temperature must sit strictly between 200°C and 230°C. Ekberg butt fusion machines are engineered to hold this range with a deviation of no more than ±5°C across the entire plate surface.
This precision is non-negotiable. Drop below 200°C, and the polymer won’t flow, leading to a “cold weld” with zero impact resistance. Spike above 230°C, and you degrade the material, causing oxidation and brittleness. High-end machines utilize PID (Proportional-Integral-Derivative) controllers rather than basic thermostats. This ensures that a sudden gust of wind or a drop in ambient temperature doesn’t cause thermal fluctuations during the critical heating cycle.
The Role of Interfacial Pressure
While heat prepares the material, pressure dictates the fusion quality. The interfacial pressure—the actual force applied per square millimeter of the pipe’s cross-section—typically needs to land between 0.15 and 0.25 MPa (depending on standards like ISO 21307 or DVS 2207).
It is vital to distinguish between gauge pressure (what the operator sees) and interfacial pressure (what the pipe feels). As pipe diameter scales from DN90mm to DN800mm, the hydraulic force needed to hit that 0.15 MPa target grows exponentially. For instance, an Ekberg Model 630 welding a DN630 pipe demands significantly higher hydraulic system pressure (up to 4-6 MPa working pressure) to overcome system drag and deliver the correct force compared to a Model 160. If the machine cannot sustain this pressure during the cooling phase, voids or vacuum bubbles will form inside the weld bead, compromising the joint.
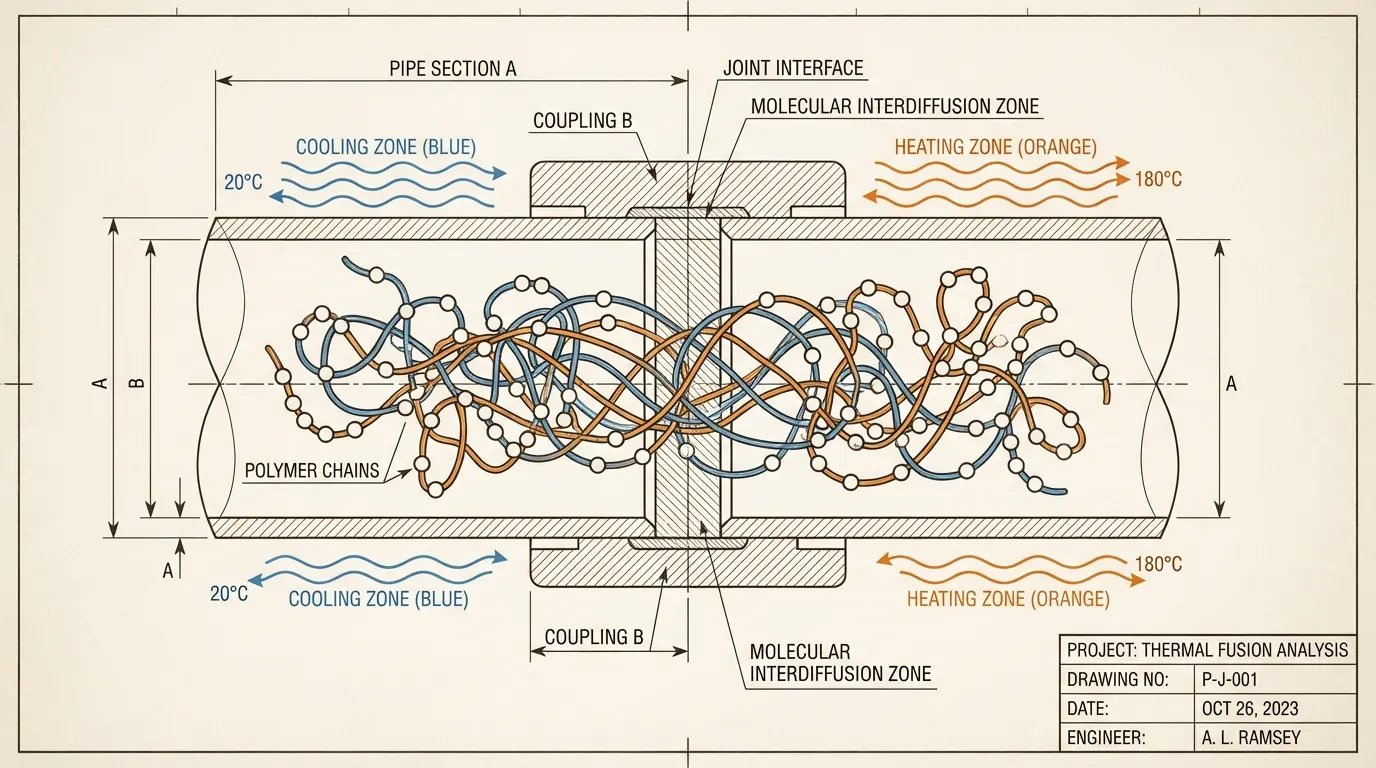
Molecular Diffusion in Butt Fusion Welding
Calculating Cooling Time for Structural Integrity
“How long does it take to cool?” is one of the most frequent questions from site supervisors. The answer isn’t a guess; it’s math. Removing clamps prematurely halts the crystallization process, leaving the joint structurally weak.
Cooling time is a direct function of wall thickness and ambient temperature. A standard industry guideline (referencing ASTM F2620) suggests a minimum of 11 minutes per inch (approx. 25mm) of pipe wall thickness.
For precise planning, use this general formula for HDPE:
- Heating Time: ~10 × wall thickness (mm) in seconds.
- Cooling Time: Varies by standard, but for a pipe with 4.5mm wall thickness, expect a minimum of 6 minutes under pressure.
In scorching ambient temperatures (above 38°C), cooling times must be extended to ensure the weld core reaches a safe handling temperature. Modern automatic machines handle this countdown internally, physically locking the clamps until the cycle is complete to prevent human impatience from ruining the weld.
Classification & Selection: Matching Machine to Project Scope
Manual vs. Hydraulic vs. Fully Automatic: A Comparison
Choosing the level of automation is about balancing budget, scale, and the cost of risk.
- Manual butt fusion Machines: Ideal for small-diameter pipes (DN63-160mm) and low-pressure drainage. They rely entirely on the operator’s muscle and timing. While cheap, they are prone to inconsistency and are generally banned from critical gas or high-pressure water mains.
- Hydraulic butt fusion Machines: The workhorse of infrastructure (DN63-800mm+). These units use a hydraulic power pack to deliver the heavy force needed for facing and fusing. The operator toggles valves and watches gauges. They offer raw power but require a skilled technician to manage the pressure stages manually.
- Fully Automatic (CNC) butt fusion Machines: The standard for 2026 and beyond. A computer (PLC) controls every phase of the weld cycle. It automatically adjusts pressure, monitors soak times, and logs data. For large-diameter transmission lines where a single leak could cost millions, the higher initial investment in CNC is basically an insurance policy.
Drive Systems and Control Types
The “drive” dictates how the carriage moves.
1. Manual Screw: Common on entry-level units. Simple and rugged, but maintaining consistent pressure on larger pipes is physically exhausting and inaccurate.
2. Basic Hydraulic: Uses oil pressure to move the carriage. The operator reads a needle gauge, calculates drag pressure manually, and adds it to the theoretical fusion pressure.
3. Electro-Hydraulic (Digital/PLC): The machine reads pressure via transducers. The operator inputs the pipe parameters (e.g., DN315, SDR 11, PE100), and the system calculates the required force instantly. This drastically lowers the barrier to entry for operators.
Buyer Selection Checklist
Before you request a quote, define the battlefield to narrow down the specific Ekberg model:
- Pipe Material: Are you welding PE80, PE100, or PP? (Note: PP often requires higher clamping forces).
- Diameter Range: Do you need versatility (e.g., Model 315 covers 90-315mm) or a dedicated heavyweight (Model 800 for 450-800mm)?
- SDR / Wall Thickness: Thicker walls (lower SDR) demand higher fusion pressures and significantly longer cooling times.
- Operating Pressure: Verify the machine’s hydraulic system can deliver 4-6 MPa if you are handling large, heavy-wall pipes.
- Environment: Is this for a clean factory floor (skid-mounted) or a muddy trench (requires rugged terrain wheels and a detachable chassis)?
Operational Capacity and Output Calculation
For project planning, you need to estimate daily output realistically. A machine’s theoretical cycle time is only half the story. Setup time—loading the pipe, aligning it, and planing the ends—often consumes more time than the fusion itself.
Example Calculation:
For a DN250 SDR 11 pipe:
- Setup/Facing: 15 minutes
- Heating/Fusion/Cooling: ~20-25 minutes
- Total Cycle: ~40 minutes per joint.
- Daily Output (8-hour shift): Approximately 10-12 welds per machine, assuming smooth logistics.
Using a hydraulic machine with quick-locking inserts can shave 20% off setup time, potentially squeezing in 2-3 extra welds per day.
Technical Specifications & Performance Metrics for 2026
Decoding Key Specifications: Force, Power, and Accuracy
When scanning a spec sheet, three numbers determine if a machine can truly meet ISO 21307 standards:
1. Maximum Fusion Force (kN): This is raw pushing power. A machine might physically fit a DN630 pipe, but if it lacks the cylinder force to push two heavy, drag-laden pipes together to hit 0.15 MPa interfacial pressure, the weld will fail.
2. Heater Plate Power (kW): Higher power equals faster recovery. When a cold pipe hits the plate, temperature drops. A high-kW heater recovers to 220°C almost instantly, ensuring a consistent soak.
3. Alignment Accuracy: Misalignment (high-low) must not exceed 10% of the wall thickness. Ekberg machines utilize precision-machined guide rods and chassis to maintain alignment within 0.5mm, surpassing industry requirements.
Welding Pressure and Drag Pressure Management
Drag pressure is the force required just to move the carriage and overcome friction (pipe weight + chassis friction). It is a variable, not a constant.
- The Formula: *Gauge Pressure = Theoretical Fusion Pressure + Drag Pressure.*
- The Challenge: On a muddy site, drag pressure changes with every single weld.
- The Solution: Modern 2026-ready machines measure drag pressure automatically before every weld and add it to the fusion pressure dynamically. For a DN315 pipe needing 0.15 MPa interfacial pressure, the machine might display a gauge pressure of 3.5 MPa (2.5 fusion + 1.0 drag).
Advanced Features for 2026: Data Logging and Connectivity
In 2026, a butt fusion machine is effectively an IoT device.
- Data Logging: The machine records time, temperature, and pressure for every second of the process. This data is encrypted to prevent tampering.
- Environmental Sensors: Smart machines detect ambient temperature. If it is -5°C outside, the machine automatically extends the heating time to compensate, adhering strictly to DVS 2207 cold-weather protocols.

Total Cost of Ownership (TCO) Analysis
The sticker price is just the tip of the iceberg.
- Initial Investment: Automatic machines generally cost 30-50% more than manual ones.
- Operational Savings: Automated cycles reduce rework rates from 5% to <0.1%. Excavating a single failed joint often costs more than the price difference of the machine.
- Consumables: High-quality PTFE coating on Ekberg heater plates lasts 30% longer, reducing replacement frequency.
- Maintenance: Hydraulic seals and facing tool blades are wear parts. Machines built with standard industrial components (like Ekberg’s) have significantly lower long-term service costs than those using proprietary, hard-to-source parts.
Quality Control & Industry Standards Compliance
ISO, DVS, and EN Standards
Compliance isn’t optional. Your HDPE pipe welding machines must support the following welding procedures:
- ISO 21307: The global benchmark for PE pipe fusion. It defines both “Single High Pressure” and “Single Low Pressure” fusion methods.
- DVS 2207: The rigorous German standard widely used in Europe and industrial projects. It demands strict control over heating ramp-up times.
- EN 12007-1: Specific to gas infrastructure, with a heavy emphasis on safety factors.
Ekberg machines come pre-loaded with these welding standards, effectively preventing operators from inputting non-compliant parameters.
In-Process Quality Control Checks
Quality control happens *during* the weld, not just after.
1. Visual Inspection: The bead must be uniform, smooth, and rolled back onto the pipe surface.
2. Bead Symmetry: The bead size on the left and right pipe ends should be identical. Asymmetry screams temperature imbalance or misalignment.
3. Drag Pressure Check: Must be performed for *every* joint.
4. Post-Cooling: The bead width should be measured against the standard’s reference table (e.g., for DN250, a bead width of 10-12mm is typical).
The Role of Data Loggers in Asset Management
For municipal and utility clients, the “weld history” is a digital asset. Data loggers generate a PDF or CSV file for every joint, recording the operator ID, machine serial number, GPS coordinates, and the exact T-P-T (Time-Pressure-Temperature) graph. This documentation is essential for passing final audits and for future asset management—it allows you to know exactly when and how a specific joint was welded 20 years down the line.
Calibration Schedules
To maintain ISO compliance, pressure transducers, temperature probes, and timers must be calibrated.
- Frequency: Typically every 12 months or after any major repair.
- Process: A certified technician compares the machine’s readings against a master gauge and reference thermometer.
- Impact: Using an uncalibrated machine can void pipeline warranties and insurance claims in the event of a failure.
Manufacturing Excellence, Quality Control & Global Support
Ekberg’s Factory Capability
Reliability is forged on the factory floor. Ekberg Welding utilizes advanced CNC machining centers to fabricate machine chassis and hydraulic cylinders in-house. This vertical integration ensures the alignment accuracy of the clamping jaws is perfect. Furthermore, every machine undergoes a rigorous “wet test”—welding actual pipe samples at maximum pressure—before it ever sees a crate.
Certifications and Global Approvals
Ekberg holds ISO 9001 quality management certification and CE marking for European safety compliance. These certifications are prerequisites for bidding on government tenders and large-scale international infrastructure projects. They certify that the butt fusion machine is safe for operators (electrical safety, pinch point guarding) and consistent in performance.
Service, Training, and Spare Parts
A machine down is a project stopped.
- Training: Ekberg offers certification training programs (factory-based or on-site) to ensure operators understand both the machine and the physics of fusion.
- Spare Parts: Logistics are critical. Common wear items like facing tool blades, hydraulic couplers, and heater plates are stocked for rapid global dispatch.
- Support Network: With a growing network of distributors, technical support is available to troubleshoot hydraulic issues or software errors remotely or in the field.
Warranty and Lifecycle Assurance
Investing in professional butt fusion machines provides cost predictability. Ekberg offers comprehensive warranty terms covering manufacturing defects, backed by a post-warranty support model that guarantees parts availability for at least 10 years after a model is discontinued. This ensures your 2026 investment remains operational well into the 2030s.

Frequently Asked Questions
Q1: What is the main difference between a manual and a fully automatic butt fusion machine?
A manual machine requires the operator to physically read gauges, calculate pressures, and operate hand valves to control the welding phases. A fully automatic (CNC) machine uses a computer to calculate parameters, control the hydraulic system, and execute the facing, heating, and cooling cycles automatically. This eliminates human error, ensures consistent repeatability, and provides digital data logging for quality assurance.
Q2: How often does a butt fusion machine need calibration, and what does that process involve?
Industry standards and best practices dictate that butt fusion machines should be calibrated every 12 months. The process involves using certified master gauges and thermometers to verify the accuracy of the machine’s pressure transducers, heater plate temperature, and timer systems. If readings drift beyond the allowable tolerance (e.g., ±3°C or ±2% pressure), the machine’s software or hardware is adjusted to restore accuracy.
Q3: Can the same machine weld both PE and PP pipes? What adjustments are needed?
Yes, Ekberg machines can weld both Polyethylene (PE) and Polypropylene (PP) pipes. However, the welding parameters must be adjusted. PP typically requires different heating temperatures, higher interfacial pressures, and different cooling times compared to PE. The operator must select the correct material profile in the machine’s control panel or manually adjust the thermostat and pressure settings to match the material’s specific welding standard.
Q4: What are the most common causes of a failed butt fusion weld, and how can they be prevented?
The most common causes are poor alignment (hi-low), incorrect temperature (cold weld or degradation), insufficient pressure during cooling, and contamination (dirt/oil) on the pipe ends. These can be prevented by: ensuring proper facing and cleaning of pipe ends; using a machine with precise temperature control; adhering strictly to the cooling time under pressure; and using a shelter to protect the weld zone from wind and dust.
Q5: For a municipal water department replacing 10 km of DN250 pipe, what machine specifications are most critical?
For a project of this scale, a hydraulic butt fusion machine (like the Ekberg Model 315) is essential. Critical specs include a welding range covering DN250, a hydraulic system capable of maintaining consistent high pressure, and integrated data logging. Data logging is vital for municipal audits to prove that every joint in the 10 km line meets the required standards, ensuring long-term asset reliability.
Conclusion
The integrity of tomorrow’s infrastructure depends entirely on the HDPE pipe welding machine decisions made today. As we look toward 2026, the demand for pipeline reliability will only increase, making the selection of a professional butt fusion machine more than just a purchase—it is a strategic investment in project safety and profitability.
Project scope dictates the machine type, but technical specifications ensure compliance. Whether you require the rugged versatility of a hydraulic unit for field repairs or the precision of a fully automatic CNC system for a major transmission line, the goal remains the same: a perfect, leak-free weld, every time. By prioritizing precise temperature control, robust hydraulic power, and data traceability, you eliminate the risks associated with manual estimation and butt fusion machine failure.
Don’t leave your pipeline integrity to chance. Partner with a manufacturer that combines engineering precision with global support.
Ready to equip your team for success?
Contact Ekberg Welding today for a personalized consultation. Our engineering team will help you analyze your specific project requirements, provide factory-direct pricing, and deliver a customized total cost of ownership analysis. Ensure your next project is built to last.
[Request a Quote & Consultation]
