How Technology Impacts HDPE Pipe Welding Machine Cost
Table of Contents
Introduction
The HDPE pipe welding machine that operates at high interfacial pressures—sometimes hitting 3x the standard ISO 21307 limits—can slash cooling times by nearly 40%. That is a massive efficiency gain. Yet, when procurement managers accustomed to manual equipment see the initial capital expenditure, hesitation often sets in.
However, the sticker price becomes trivial when you consider the alternative: a single failed DN400 joint. Between excavation, material replacement, and labor, one failure can easily bleed a project of over $15,000. The upfront cost of automation isn’t just for the hardware; it is a hedge against operational risk. This guide tears down the engineering reality behind 2025 price lists. We will analyze the structural cost differences between manual hydraulic systems and closed-loop CNC architectures driven by Siemens PLCs. We’ll look at the ROI logic regarding labor reduction, the financial necessity of data traceability for utilities, and the hardware durability required for DVS 2207 compliance.
By the end, you will have a clear, data-backed framework to justify this capital expenditure to stakeholders and select the right equipment—helping you avoid costly specification mistakes.
—
The Technology Tier: Manual, Semi-Auto, and CNC HDPE Pipe Welding Machine Differences
To understand the price tag of the HDPE pipe welding machine, you have to dissect the technology stack. The jump from manual to fully automatic (CNC) isn’t just about slapping a computer screen onto a chassis; it involves a fundamental redesign of the hydraulic and control architecture.
Compare hardware architectures of manual vs. automatic systems
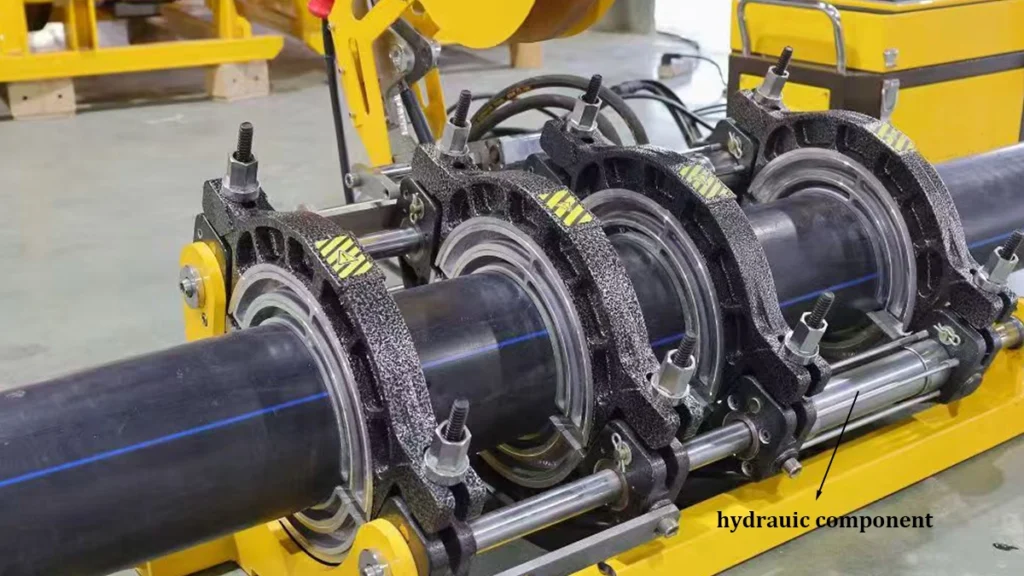
The real cost differentiator sits within the hydraulic actuation system. A manual butt fusion machine typically leans on a basic gear pump and a manual lever valve. The operator physically pushes the movement, and pressure is locked in by closing a mechanical valve. It’s cheap, simple, but prone to pressure drift and operator fatigue.
Contrast that with a CNC automatic system. It utilizes a closed-loop hydraulic station, requiring high-precision solenoid valves and electronic pressure sensors that are in constant communication with a central processor. To maintain a specific fusion pressure of 0.15 MPa ±0.01 MPa, the automatic system might adjust hydraulic flow hundreds of times per second. This hardware has to handle internal system pressures that often exceed 100 bar to deliver the necessary force to the pipe ends. Servo-grade hydraulic components cost significantly more than manual valves, but they are non-negotiable if you want to hit the “dual pressure” parameters found in strict standards like DVS 2207.
Analyze the role of Human-Machine Interface (HMI) and PLC systems
The plastic butt welder’s “brain” drives a major chunk of the manufacturing cost. Manual butt fusion machines rely on analog gauges that vibrate, get dirty, or lose calibration. High-quality automatic butt welders, however, integrate industrial-grade Programmable Logic Controllers (PLCs), such as the Siemens S7 series or equivalent Delta systems.
These aren’t consumer tablets. They are ruggedized industrial computers built to survive dust, IP54-level moisture, and the extreme temperature swings typical of pipeline job sites. Integrating a PLC allows the butt fusion welding machine to store thousands of welding protocols. The cost here covers not just the hardware, but the licensing and integration of the HMI (Human-Machine Interface) that visually guides the operator. A manual butt fusion welding machine has zero computational cost; an automatic butt fusion machine carries the overhead of an onboard computer capable of real-time process management.
Evaluate the “Smart” features defining 2025 pricing models
Heading into 2025, the HDPEpipe welding machine price list is heavily influenced by connectivity. Basic automation controls the weld; “smart” automation manages the project data.
Modern high-end units, including advanced Ekberg models, incorporate RFID scanners to automatically read pipe fittings and set parameters without human input. GPS modules are embedded to tag the exact geospatial location of every joint—a requirement that is becoming standard for municipal gas distribution networks. Furthermore, Wi-Fi and 4G modules allow for remote transmission of welding reports to cloud servers. These components bloat the Bill of Materials (BOM), but they transform the hdpe fusion machine from a simple tool into a data node within a smart grid construction project.
Define the precision gap in welding parameters
The final technological differentiator is reaction time. In a manual welding process, the changeover phase—removing the heater plate and joining the pipe ends—is critical. ISO 21307 and other standards dictate that this must happen within seconds to prevent the molten plastic from cooling.
A human operator might hesitate, taking 15 seconds for a task that demands 8. An automatic butt fusion machine executes heater plate ejection and carriage closure with millisecond precision, consistently hitting the target time (e.g., < 10 seconds for medium diameters). This mechanical speed requires robust motors and automated ejection mechanisms that manual butt fusion welding machines simply lack. The price premium pays for the guarantee that “open time” will never exceed the allowable standard, ensuring the integrity of the polyethylene molecular bond.
—
Key Cost Drivers: Where the Money Goes in Manufacturing
When buyers review a quote, they are paying for the invisible engineering that ensures durability and compliance. The manufacturing costs of an automatic unit are driven by material science and software engineering.
Breakdown of hydraulic system components and pressure sensor accuracy
Standard industrial hydraulics don’t cut it for the precision required in HDPE pipe fusion. A generic pressure sensor might have a variance of ±5%. However, to satisfy stringent gas and water boards, Ekberg uses sensors with accuracy deviations of less than 0.5%.
The hydraulic cylinders themselves must be machined to tighter tolerances to prevent “stick-slip”—that jerky motion occurring at low speeds. Achieving smooth, linear motion during the bead-up phase requires high-grade seals and polished cylinder bores. Furthermore, the system must be capable of drag pressure compensation. The butt fusion machine has to calculate the force required to move the heavy pipe and subtract it from the total pressure to apply the exact interfacial pressure to the pipe face. This requires dynamic calculation capabilities and responsive valves that manual hydraulic pumps cannot emulate.
The expense of onboard Data Logging and Quality Assurance tech
Data logging is often a separate accessory for manual butt fusion welding machines, costing thousands of dollars as an add-on. In fully automatic HDPE pipe welding machines, this is native. The cost driver here is the development of tamper-proof recording technology.
The system must record Operator ID, Job Site, Pipe Material (PE80, PE100), SDR, and the full temperature/pressure/time curve. Crucially, this data must be encrypted to prevent manipulation. Generating a secure PDF report directly from the hdpe pipe fusion machine requires specific processing power and software architecture. For contractors, this built-in QA technology eliminates the need for third-party inspectors on-site, but for the manufacturer, it represents a significant investment in embedded software development and memory hardware.
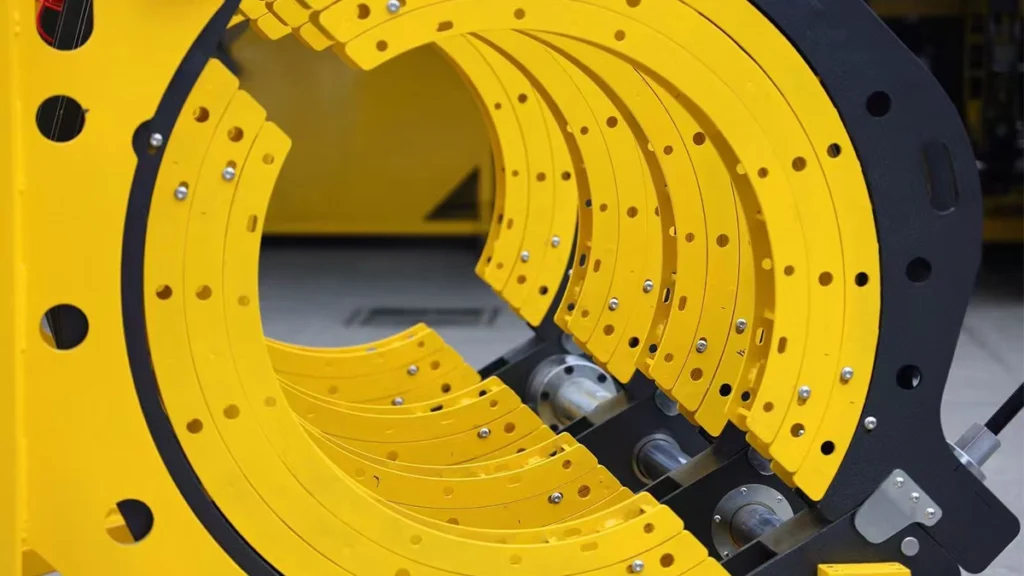
Material durability and chassis engineering
An automatic butt fusion machine exerts massive force. For a DN630 pipe, the fusion force can be several tons. If the machine chassis flexes under this load, the pipe alignment shifts, resulting in a “high-low” mismatch that fails inspection.
To prevent this, automatic hdpe pipe welding machines utilize aviation-grade aluminum alloys and hardened steel guide rods. The chassis is often CNC machined from solid blocks rather than cast to ensure perfect parallelism of the clamps. Unlike a manual pipe butt welder where the operator might “feel” a misalignment and adjust, an automatic hdpe fusion machine relies entirely on the rigidity of its frame to maintain alignment. The cost of raw materials—specifically high-strength aluminum and treated steel—is a major factor in the 2025 pricing landscape, especially given global supply chain volatility.
Software development and continuous firmware updates
Hardware is a one-time cost; software is continuous. The algorithms managing the welding process are proprietary and complex. They must account for ambient temperature (increasing heating time on cold days), detect potential faults, and manage cooling cycles that can last over an hour for thick-walled pipes.
Butt fusion machine manufacturers like Ekberg invest heavily in R&D to update firmware as international standards evolve (e.g., updates to ISO 21307 low-pressure vs. high-pressure parameters). When you purchase an automatic HDPE pipe jointing machine, you are effectively paying for a software license that ensures your equipment remains compliant with global engineering standards, necessitating a higher upfront price point than static manual hardware.
—
ROI Calculation: Justifying the Investment to Stakeholders
The sticker shock of automation vanishes when viewed through the lens of project economics. The Return on Investment (ROI) for an automatic pipe welding machine is derived from labor optimization, risk mitigation, and speed.
Perform a labor cost savings analysis
Consider a typical pipeline project. A manual butt fusion machine often requires a skilled, certified welder (commanding $40–$50/hour) plus an assistant to manage the hydraulics and data logging. An automatic butt fusion welding machine de-skills the physical welding process.
While a certified operator is still required, the butt fusion welding machine handles the critical variables. This allows contractors to utilize operators with lower hourly rates (20–25/hour) to oversee the butt fusion machine, while the “Master Welder” supervises multiple units. On a 6-month project, replacing one high-cost labor unit with an automated process can yield savings of $20,000 to $30,000—often covering the price difference of the HDPE pipe welding machine in a single job.
Calculate the cost of weld failure and rework
The most significant ROI factor is the avoidance of failure. In municipal water or gas lines, the cost to repair a failed joint includes excavating the trench, cutting out the bad section, purchasing new couplers or pipe, and re-welding.
Industry data suggests the average cost of a repair on a buried DN400 line sits between $5,000 and $15,000, depending on location and depth. If an automatic butt fusion machine prevents just two failed joints caused by human error (e.g., releasing clamps too early during cooling), the butt fusion welding machine has paid for itself. For gas distribution, where a leak can lead to catastrophic liability, the cost of an automatic butt fusion machine is a negligible insurance premium against disaster.
Analyze project speed and “dead time” reduction
Manual welding is plagued by “dead time”—those moments between cycles where operators check watches, consult charts, or rest. Automatic butt fusion machines eliminate this.
The auto-ejection system removes the heater plate instantly. The cooling timer locks the clamps until the exact second the standard requires. There is no “safety buffer” added by a cautious operator, nor is there premature release by a hurried one. This consistency can shave 15-20% off the total cycle time. Over a 5km pipeline requiring hundreds of welds, this efficiency gains weeks of schedule time, reducing equipment rental costs and overhead.
Model the HDPE Pipe Welding Machine ROI Calculation”
To present this to a CFO, use the following formula:
ROI (Months) = Machine Cost / (Monthly Labor Savings + Monthly Rework Avoidance + Monthly Speed Bonus)
- Labor Savings: Difference in hourly rate between Master Welder and Machine Operator × Hours.
- Rework Avoidance: Estimated failure rate of manual (e.g., 2%) × Cost per Repair.
- Speed Bonus: Value of completing the project days/weeks early (overhead reduction).
For many contractors, this calculation reveals a payback period of fewer than 6 months for butt fusion machines in the DN315–DN630 range.
—
Strategic Selection: When to Pay for Automation
Not every project requires a CNC automatic hdpe pipe welding machine. Smart procurement involves knowing where the technology adds value and where it is overkill.
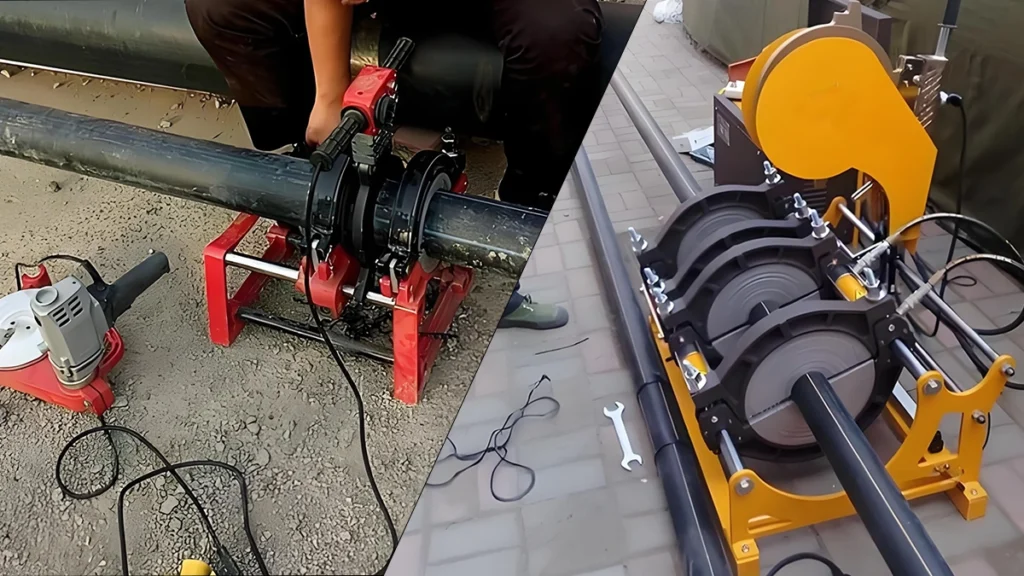
Determine the project scale threshold for automation
Automation becomes essential as pipe diameter and project length increase.
- Diameter: For pipes >315mm, the physical force required to manage the heater plate and trimmer becomes physically exhausting for manual operators. Automation is recommended for safety and consistency.
- Length: For pipelines exceeding 5km, the cycle time reduction of automation provides a tangible schedule advantage.
- Application: For gravity-fed drainage or agricultural irrigation, manual hdpe pipe welding machines are often sufficient. However, for pressurized systems (water mains, fire suppression, gas), automation is the prudent choice.
Evaluate contractor compliance requirements
Certain sectors mandate automation. In the semiconductor industry, nuclear cooling, and high-pressure gas distribution, “traceability” is a non-negotiable contract term.
Project owners often specify that every weld must have a digital fingerprint generated automatically by the machine, not transcribed by a human. If your bid requires adherence to ISO 21307 High Pressure or DVS 2207 with full data reporting, a manual butt fusion welding machine—even with a data logger add-on—may not meet the rigorous “tamper-proof” requirements of the specifier.
Assess the skill gap in the local workforce
The global shortage of skilled tradespeople is a major driver for automation. If you operate in a region where certified, experienced HDPE welders are scarce or expensive, an automatic hdpe
pipe welding machine bridges the gap. It allows you to produce compliant, certified welds using a workforce that has been trained on the machine’s operation rather than possessing decades of manual welding intuition.
Review the HDPE Pipe Welding Machine Price List 2026 trends
As we approach 2025, prices are stabilizing but remain higher than 2020 levels due to raw material costs. Aluminum and electronic components (chips for PLCs) have seen price increases. However, shipping logistics have improved. Buyers should look for manufacturers like Ekberg that offer factory-direct pricing, eliminating the 20-30% markup often added by regional distributors.
—
Manufacturing Excellence, Quality Control & Global Support
The value of an Ekberg butt fusion welding machine extends beyond the hardware to the ecosystem of support and quality assurance.
Detail Ekberg’s factory acceptance testing (FAT) for CNC machines
Before an automatic butt fusion welding machine leaves the Ekberg factory, it undergoes a rigorous Factory Acceptance Test (FAT). This is not a spot check; it is a full calibration. Every pressure sensor is verified against a master gauge. The hydraulic system is subjected to a pressure-holding test (often 1.5x working pressure) for 24 hours to ensure zero leaks. The PLC software is simulated through multiple welding cycles to verify parameter logic. This ensures that when the HDPE pipe welding machine arrives at a remote site, it performs immediately.

Explain the importance of spare parts availability and modular design
A common fear with automation is downtime due to electronic failure. Ekberg mitigates this through modular design. Unlike “black box” systems where a single failure requires replacing the entire computer, Ekberg uses modular PLCs and standardized hydraulic valves.
If a sensor fails, it can be unplugged and replaced individually. If a screen is damaged, the welding control module remains intact. This design philosophy significantly lowers the long-term maintenance cost and ensures that spare parts can be shipped and installed quickly, keeping the project moving.
Highlight certification and international standard compliance
Ekberg butt fusion machines are engineered to meet specific global standards: ISO 12176-1 (equipment classification), ISO 21307 (welding parameters), and CE certification for safety. Compliance is not just a sticker; it is built into the software limits. The machine will physically prevent an operator from executing a weld that violates the standard (e.g., insufficient pressure or cooling time), acting as a digital compliance officer on site.
Describe the post-sale training and technical support ecosystem
The purchase price of an automatic unit includes access to technical expertise. Ekberg provides comprehensive training resources, from video tutorials to live engineering support for complex site conditions. When you buy automation, you are partnering with a technical team that can help troubleshoot error codes or advise on parameter adjustments for unique pipe materials, ensuring the HDPE pipe welding machine delivers on its ROI promise.
—
Frequently Asked Questions
Q1: What is the typical price range for the HDPE pipe welding machine in 2026?
Prices vary significantly by size and features. A standard automatic hdpe pipe welding machine for medium diameters (160mm–250mm) typically ranges from $11,000 to $15,000 USD. Larger units (800mm+) can easily exceed $50,000. Premium brands may charge 30-50% more for similar specs. Ekberg offers competitive factory-direct pricing that balances high-end Siemens components with cost-effective manufacturing.
Q2: How does an automatic orbital pipe welding machine differ from a butt fusion machine in terms of cost?
Orbital welding usually refers to TIG welding for steel pipes or specific electrofusion scenarios. In the context of plastic pipes, “automatic butt fusion” is the standard. However, if comparing to steel orbital welders, plastic pipe fusion machines are generally lower cost. Within plastic fusion, a fully CNC automatic butt fusion machine costs 3-4x more than a basic manual hydraulic unit due to the PLC, sensors, and automated hydraulics.
Q3: Can I upgrade a hydraulic butt fusion machine to fully automatic later to save upfront costs?
Generally, no. The hydraulic architecture is fundamentally different. A hydraulic butt fusion machine uses an open-loop system with manual valves, while an automatic HDPE pipe welding machine uses a closed-loop system with solenoid valves and electronic feedback. Converting one to the other would require replacing the entire hydraulic station and chassis sensors, costing more than buying a new automatic unit.
Q4: Does an automatic butt fusion machine require more expensive maintenance than a manual one?
The daily maintenance is similar (cleaning plates, checking oil). However, long-term repairs can be costlier if electronic components fail. To mitigate this, Ekberg uses modular, high-durability industrial PLCs and standard hydraulic parts. While a sensor replacement costs more than a mechanical gauge, the reduction in mechanical wear on the chassis (due to controlled movements) often balances the maintenance costs over the machine’s life.
Q5: How quickly can I expect a return on investment (ROI) for a CNC welding machine?
For active contractors, the ROI is typically 6 to 12 months. This is driven by labor savings (using lower-cost operators) and the elimination of rework. On large infrastructure projects, avoiding just 2-3 failed large-diameter joints (which can cost $10k+ each to repair) can instantly offset the price difference between a manual and an automatic HDPE fusion machine.
—
Conclusion
While the upfront cost of the HDPE pipe welding machine is undeniably higher than manual alternatives, the math favors automation for any critical infrastructure project. The “true cost” of welding isn’t the purchase price of the equipment; it’s the cost per reliable joint over the lifetime of the pipeline.
By investing in automation, contractors leverage advanced technology to reduce labor dependency, eliminate “dead time,” and guarantee zero-defect compliance with ISO and DVS standards. For gas and water utilities, the assurance that every weld is digitally traced and physically tested by the HDPE pipe welding machine itself is worth far more than the initial capital savings of manual gear.
Ready to secure your HDPE pipeline’s future? Contact Ekberg Welding today for a customized ROI analysis and to receive our competitive 2025 price list for your specific pipe diameter requirements. Let our engineering team help you choose the right level of automation for your next project.