Choosing the Right HDPE Pipe Welding Machine for Your Projects
Table of Contents
Introduction
In the high-stakes world of gas and water infrastructure, the HDPE pipe welding machine isn’t just a tool—it is an insurance policy against joint failure. When a single defect in a DN315mm line can trigger excavation and repair costs exceeding $15,000, precision is non-negotiable. Industry data suggests that nearly 80% of pipeline failures stem from operator error during the fusion cycle. Consequently, the shift from manual to CNC-controlled equipment has moved from being a luxury to a strict compliance necessity.
This guide breaks down the critical engineering specifications of modern butt fusion equipment, the economic reality of upgrading to ISO 21307-compliant technology, and the logistics of international procurement. We will navigate through hydraulic pressure precision, heating plate thermal uniformity, and the math behind calculating the true landed cost. By the end, you will possess a clear, data-backed framework to select the right equipment for your next infrastructure project, balancing engineering integrity with budgetary efficiency.

—
The Engineering Advantage: Why HDPE Pipe Welding Machines Are Essential for Critical Infrastructure
Compare manual, semi-automatic, and fully automatic butt fusion technologies
On a pipeline job site, the gap between a manual rig and an automatic unit often dictates whether you pass hydrostatic testing on day one or face weeks of costly delays. Integrity research consistently highlights that manual butt fusion machines—which rely entirely on an operator reading analog gauges and timing cooling cycles with a stopwatch—have a joint failure rate between 5% and 9%. The culprit is usually fatigue; an operator welding their twentieth joint of the day simply cannot maintain the same pressure precision they had at the start of the shift.
In contrast, an HDPE pipe welding machine utilizing CNC technology drives this failure rate down to less than 1%. While semi-automatic hydraulic butt fusion machines offer a middle ground by hydraulically assisting the operator, they often lack the closed-loop feedback needed to adjust for drag pressure changes in real-time. Fully automatic systems eliminate the variable of human judgment. They electronically lock the hydraulic pressure to the specific parameters of the pipe material (e.g., PE100) and diameter, ensuring the fusion pressure of 0.15 N/mm² is held within a tight tolerance of ±0.01 MPa, regardless of who is pushing the buttons.
Deep dive into the automated welding cycle stages
Think of the automated welding cycle as a strict, unyielding sequence governed by standards like DVS 2207 and ISO 21307. It starts with the bead build-up phase, where the HDPE pipe welding machine applies high pressure to equalize the pipe ends against the heating plate until a specific bead height is reached (e.g., 2mm for DN315mm). The butt fusion machine’s PLC (Programmable Logic Controller) then instantly drops the pressure to near-zero for the heat soak phase. This is where human hands often fail—applying too much drag pressure here squeezes molten material out of the joint, fatally weakening the weld.
After the heat soak comes the changeover phase. This moment is critical: the heating plate must be removed, and the pipe ends brought together within a specific window (often under 10 seconds for medium diameters) to prevent the molten plastic from oxidizing. An automatic HDPE pipe welding machine performs this with a mechanical consistency that is nearly impossible to match manually. Finally, the fusing and cooling phases are managed with a pressure ramp-up calculated based on wall thickness. The hydraulic system actively monitors the weld millisecond-by-millisecond, adjusting to compensate for cooling contraction and ensuring the molecular chain entanglement is homogenous across the interface.
The role of Data Logging and Traceability in modern construction
For utility owners, the physical weld is only half the deliverable. The other half is the data proving it was done right. Modern automatic HDPE pipe welding machines generate a “digital passport” for every joint created. This data logging capability captures every vital parameter: ambient temperature, heating plate temperature, drag pressure, bead-up pressure, heat soak time, changeover time, and the cooling pressure curve.
This data is typically exported in PDF or CSV formats, handing inspectors irrefutable evidence of compliance. In many jurisdictions, particularly for gas distribution networks operating under ISO 12176 standards, this traceability is mandatory. If a joint bursts ten years down the line, the utility company can pull the specific weld report to see if the failure was due to installation parameters or external stress. This level of accountability shields the contractor from liability and guarantees the asset owner receives the quality specified in the tender.

Efficiency analysis: Speed and labor savings
While the initial capital expenditure (CapEx) for an HDPE pipe welding machine is higher, the Return on Investment (ROI) becomes clear when you look at operational flow. Manual welding is plagued by “dead time”—moments where operators are checking charts, calculating pressures, or resting. An automatic butt fuison machine dictates the pace. For a DN200mm pipe, the machine might execute a perfect cycle in exactly 12 minutes. Over an 8-hour shift, this consistency allows for precise project scheduling.
Furthermore, reducing rework is the biggest money saver. If a contractor using manual butt fusion machines hits a 5% failure rate on a 5km pipeline, the cost of cutting out bad joints, re-facing pipes, and re-welding can decimate the profit margin. An automatic butt fusion welding machine protects the project schedule by virtually eliminating these errors. Plus, because the HDPE pipe welding machine handles the complex pressure adjustments, the operator is free to prep the site for the next joint, optimizing the entire labor workflow.
—
Critical Technical Specifications Defining the Best Butt Fusion Equipment
Hydraulic System and Pressure Control precision
The hydraulic system is the heartbeat of any HDPE pipe welding machine. Top-tier equipment uses a closed-loop control system capable of managing pressures from 0 to 160 bar (or higher for heavy-duty mining specs). The spec to watch is pressure stability. During the cooling phase, which can last anywhere from 10 to 45 minutes depending on wall thickness, the hydraulic system must hold fusion pressure without wavering.
High-quality HDPE pipe welding machines use accumulators and precision valves to detect pressure drops as slight as 0.2 bar. As the plastic cools and shrinks, pressure naturally drops; a smart hydraulic system reacts instantly, engaging the pump to restore the target pressure and preventing voids from forming in the weld zone. Buyers should also verify that the hydraulic station is physically separated from the electrical control unit to prevent fluid leaks from frying sensitive electronics—a common design flaw in budget equipment.
Heating Plate Technology and Thermal Uniformity
Thermal control isn’t up for debate. For Polyethylene (PE100), the standard welding window is typically 200°C to 230°C. However, the surface of the heating plate must be consistent. ISO 21307 allows a temperature deviation of no more than ±7°C across the plate, but high-end manufacturers like Ekberg aim for a tighter ±3°C to ±5°C.
This uniformity comes from high-quality casting and precisely arranged heating elements. The plate must be coated with industrial-grade PTFE (Polytetrafluoroethylene) to stop molten plastic from sticking during the removal phase. A cheap or degraded coating can cause the pipe face to tear as the heater is removed, instantly creating a rejectable weld. Look for electronic thermal control systems that continuously monitor the plate temperature and cut power if it drifts outside the set tolerance.
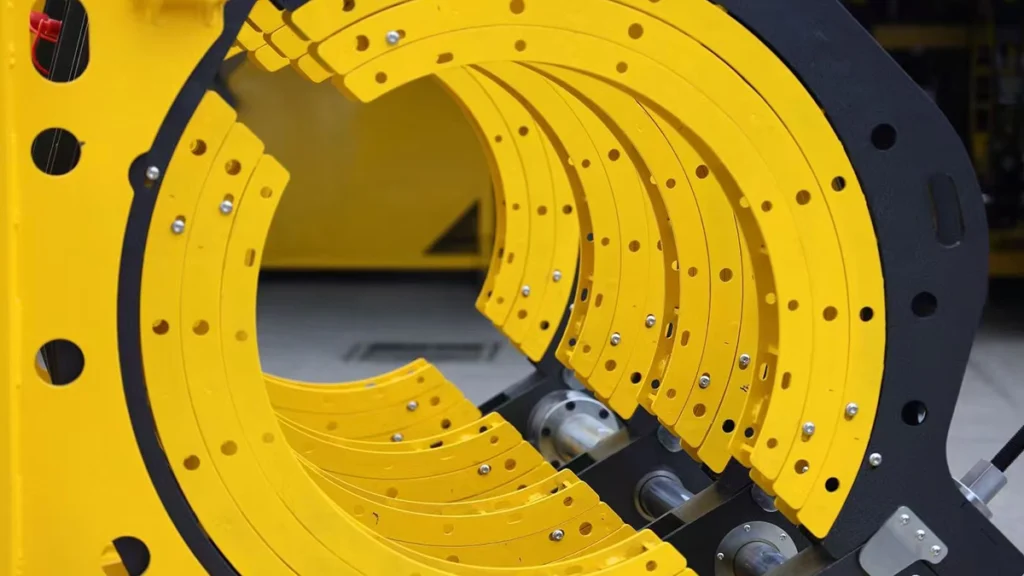
Chassis Rigidity and Pipe Alignment Mechanisms
The butt fusion welding machine chassis (or frame) has to withstand immense stress. When you are fusing thick-walled pipes (e.g., SDR 7.4), the combined drag and fusion pressures exert tons of force on the frame. If the chassis flexes, the pipe ends will misalign, causing a “high-low” mismatch. Standards typically dictate that mismatch cannot exceed 10% of the wall thickness.
To prevent this, the best butt fuison machines rely on heavy-duty aluminum die-cast frames or high-tensile steel construction. The clamping inserts (liners) are just as important; they must be machined with high precision to hold the pipe perfectly round. Out-of-round pipes are common in large diameters (DN500+), and the HDPE pipe welding machine’s clamps need enough grip and rigidity to force the pipe into alignment without slipping during the high-pressure fusion phase.

Control Unit Interface and Environmental Durability
Pipeline projects rarely happen in controlled factory environments. They happen in dusty deserts, muddy trenches, and freezing tundras. That makes the control unit’s environmental durability a key spec. Look for an IP rating of at least IP54 for general use, with IP65 preferred for wet or mining environments.
The interface itself—usually a touch screen or keypad—must work with gloved hands and stay responsive in the cold. Standard LCD screens can get sluggish or unreadable below 0°C. Premium automatic welders include screen heaters or use vacuum fluorescent displays (VFD) that function reliably in extreme temps. Also, since these butt fusion machines often run on portable generators, the electronics must have built-in voltage fluctuation protection to stop power spikes from damaging the PLC or data logger.
—
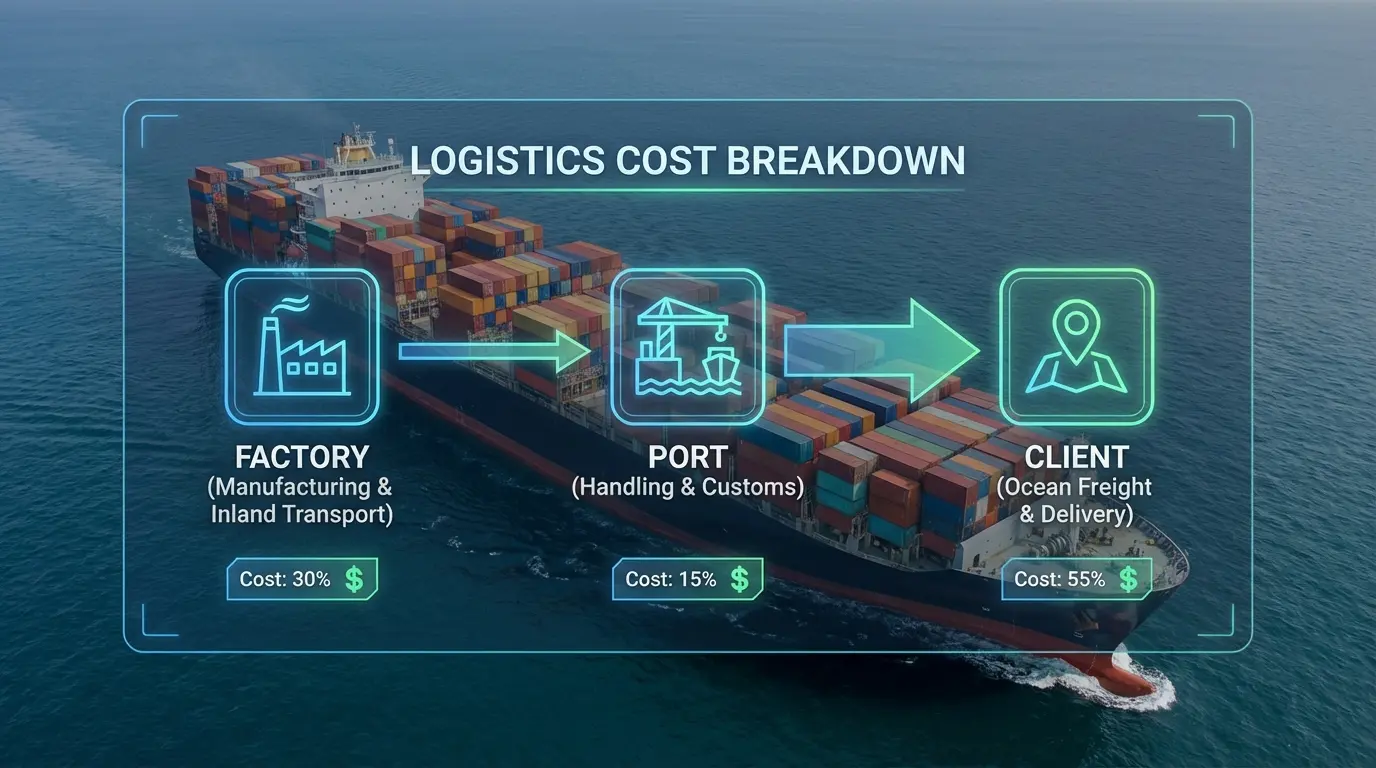
Strategic Procurement: Calculating Costs from FOB to Landed Price
Understanding the HDPE pipe welding machine FOB price structure
When sourcing equipment globally, the HDPE pipe welding machine FOB price (Free On Board) is your starting line. This price covers the manufacturing, factory testing, export-grade packaging (usually wooden crates), and transport to the port of origin (e.g., Shanghai or Qingdao). It does not include ocean freight or insurance.
For a standard DN315 butt fusion machine, the FOB price reflects the pure asset value. Be wary of prices that seem significantly lower than the market average ($7,000 – $9,500 for high-quality units). A suspiciously low price often points to cost-cutting on hydraulic seals, PTFE coating quality, or the omission of a spare parts kit. The FOB price allows you to compare manufacturers on a level playing field before logistics costs enter the equation.
How to calculate automatic HDPE pipe welding machine CIF cost effectively
To figure out the budget needed to get the HDPE pipe welding machine to your local port, you must calculate automatic pipe welding machine CIF cost (Cost, Insurance, and Freight). The formula is simple: FOB Price + Marine Insurance + Ocean Freight.
Freight rates are volatile and depend heavily on volume. Welding machines are dense but bulky. A 630mm hydraulic butt fusion machine might take up 4-5 Cubic Meters (CBM). If you are shipping to a high-traffic port like Rotterdam or Los Angeles, rates are competitive. However, for remote ports, freight can add 15-20% to the machine cost. Insurance is typically negligible (often 0.1-0.3% of the cargo value) but essential for protection against damage during rough sea transit. Always ask for a CIF quote to your specific destination port to avoid surprises.
HDPE pipe welding machine price with shipping: Container optimization
Smart procurement involves optimizing your shipping volume. The HDPE pipe welding machine price with shipping can be drastically reduced per unit if you use container space efficiently.
If you are buying a single butt fusion machine, you will likely ship LCL (Less than Container Load). In LCL shipping, you pay a premium for consolidation services and warehouse handling at both ends. However, if you are equipping a full fleet, buying a 20ft container (FCL) allows you to fit multiple machines (e.g., four DN315 units and two DN160 units) for a flat shipping rate. This can lower the freight cost per machine by up to 40% compared to LCL. Consult with the manufacturer on “nesting” options—placing smaller machine components inside the crates of larger machines—to minimize dead air space.
Import HDPE pipe welding machine cost breakdown: Duties and Taxes
The final hurdle in the import HDPE pipe welding machine cost breakdown is clearing customs. This happens after the ship arrives. You will need the Harmonized System (HS) code for the equipment. For butt fusion machines, the code usually falls under the 8515.29 or 8515.80 series (Electric machines and apparatus for hot spraying of metals or sintered metal carbides; machines for welding plastics).
Using the HS (Harmonized System) code, import duty rates can be verified according to your country’s customs tariff schedule. While some countries offer 0% duty on industrial machinery, others may impose rates of up to 15%. Finally, factor in local port handling charges and trucking to your warehouse. A rough rule of thumb for a fully landed cost is FOB Price x 1.25 (for low-duty countries) to 1.40 (for high-duty/VAT countries).
Import automatic pipe welding machine cost breakdown
—
Selection Guide: Matching Machine Capabilities to Project Requirements
Sizing the machine: Diameter ranges and SDR compatibility
Selecting the right HDPE pipe welding machine size is a balancing act between current project needs and future versatility. Common ranges include:
- Small Range: 40mm – 450mm (House connections, small irrigation)
- Medium Range: 500mm – 1200mm (Main distribution lines, fire loops)
- Large Range: 1400mm – 2600mm (Transmission mains, industrial intakes)
It is critical to verify the butt fusion machine’s cylinder cross-sectional area against the pipe wall thickness (Standard Dimension Ratio or SDR). A HDPE pipe welding machine might physically fit a DN630 pipe, but if that pipe is a thick-walled SDR 7.4 for a high-pressure mining line, a standard hydraulic cylinder may not generate enough force to achieve the required 0.15 N/mm² interfacial pressure plus drag pressure. Always check the “Maximum Force” specification in Newtons to ensure it covers your thickest wall application.
Application-specific features for Gas vs. Water vs. Mining
Not all projects carry the same risk profile.
- Gas Distribution: Demands the highest level of scrutiny. Butt fusion machines must be fully automatic with unalterable data logging. The software should ideally force the operator to scan a badge and the pipe barcode before welding begins (ISO 12176-4 traceability).
- Water Infrastructure: While quality is vital, speed often drives the project. A semi-automatic hydraulic butt fusion machine might suffice for low-pressure agricultural water, but for municipal drinking water, HDPE pipe welding machines prevent the “cold welds” that lead to leaks years later.
- Mining: These environments are abusive. Butt fusion machines here need hardened steel guide rods, heavy-duty hydraulic hoses protected by steel braiding, and high-clearance chassis to avoid getting stuck in the mud.
On-site logistics: Weight, portability, and power requirements
Consider how the machine travels. Standard HDPE pipe welding machines are frame-based and need a crane or forklift to move between joints. This is cost-effective for static setups. However, for cross-country pipelines, a track-mounted (crawler) machine that is self-propelled can save thousands in auxiliary equipment costs.
Power is another constraint. A DN630mm butt fusion machine might draw 12kW to 15kW. You must ensure your field generator is sized correctly (typically 1.5x the machine’s max draw) to handle the startup load of the hydraulic motor and the resistive load of the heater simultaneously without voltage dips that could reset the computer.
Compatibility with varying thermoplastic materials
While HDPE (PE100) is the industry standard, projects often involve Polypropylene (PP-R) or PVDF. Different materials require different fusion parameters. PE100 welds at ~220°C, while PVDF requires higher temperatures and different pressure ramps.
The best HDPE pipe welding machines come pre-loaded with welding standards for all major thermoplastics. Crucially, they should also allow for “User Defined” parameters. This is essential if you are working with specialized proprietary pipe blends or if a project engineer specifies a custom cooling time that exceeds the standard ISO requirement.
Comparative Specs Table
| Feature | Manual Machine | Semi-Automatic | Ekberg CNC Automatic |
|---|---|---|---|
| Pressure Control | Operator Visual (Gauge) | Hydraulic Assist | Closed-Loop PLC (<0.2 bar) |
| Data Logging | Manual Hand-written | Optional Add-on | Integrated / Encrypted |
| Cycle Consistency | Low (Fatigue dependent) | Medium | High (100% Repeatable) |
| Failure Rate | 5% – 9% | 2% – 4% | < 1% |
| Standard Compliance | Reliance on Operator | Partial | Full ISO 21307 / DVS 2207 |
| Ideal Application | Low pressure / Non-critical | General Water | Gas / Mining / Critical Water |
—
Manufacturing Excellence, Quality Control & Global Support
Ekberg’s Factory Capabilities: CNC Machining and Assembly
At Ekberg Welding, we understand that an HDPE pipe welding machine is only as accurate as the tools used to build it. Our manufacturing facility uses high-precision CNC machining centers to fabricate hydraulic cylinders and pistons. This ensures internal tolerances are tight enough to maintain high pressure for hours without leaking fluid—a common failure point in inferior butt fusion machines that use cast or roughly machined cylinders. The chassis frames are machined after casting to ensure perfect parallelism between the fixed and movable clamps.
Rigorous Quality Assurance and Certification (CE, ISO)
Nothing leaves our loading dock without a fight. We perform a 24-hour pressure holding test on the hydraulic system to catch even the smallest micro-leaks. The heating plates are thermally scanned to verify that temperature distribution meets the ±5°C requirement across the entire surface. Every HDPE pipe welding machine is CE marked, certifying compliance with EU safety directives, and our manufacturing process is governed by ISO 9001 quality management standards.
Spare Parts Availability and After-Sales Service
Downtime kills profit. We use standard, high-quality components for critical consumables like hydraulic seals and electronic relays, making them easier to source globally. However, for proprietary parts, Ekberg maintains a robust inventory ready for express international shipping. We strongly recommend that international buyers purchasing an HDPE pipe welding machine also acquire a “Critical Spares Kit” (including extra seals, heater elements, and milling blades) to ensure self-sufficiency in remote locations.
Training and Commissioning Support
Owning the technology is one thing; using it effectively is another. Ekberg provides comprehensive support ranging from detailed video tutorials to virtual commissioning sessions where our engineers guide your team through the first weld via video link. For large fleet purchases, we offer on-site training to certify your operators in the safe and compliant use of the CNC interface, ensuring they know how to utilize the data logging features to streamline their reporting workflow.
—
Frequently Asked Questions
Q1: What is the main difference between a semi-automatic and an HDPE pipe welding machine regarding weld quality?
The biggest difference is the elimination of human error. A semi-automatic hydraulic butt fusion machine requires the operator to manually actuate hydraulic levers to change pressures, which can lead to inconsistencies in timing and force. An HDPE pipe welding machine uses a computer (PLC) to control the hydraulics, ensuring pressure ramps and cooling times strictly follow ISO 21307 or DVS 2207 standards every single time. This results in far superior weld reproducibility.
Q2: How do I get an accurate HDPE pipe welding machine price with shipping to my specific location?
To get an accurate landed cost, request a Proforma Invoice that includes the CIF (Cost, Insurance, Freight) price to your nearest major seaport. You will need to provide the manufacturer with your destination port name. Additionally, ask for the HS Code (usually the 8515 series) and the package dimensions (CBM) so you can check with a local customs broker about import duties and inland trucking costs.
Q3: Can Ekberg HDPE pipe welding machines weld both HDPE and PP pipes using the same control unit?
Yes. The control software in Ekberg HDPE pipe welding machines is pre-programmed with parameters for multiple materials, including HDPE (PE100, PE80), PP (Polypropylene), and PVDF. The operator simply selects the material and pipe diameter from the touch screen menu, and the butt fusion machine automatically adjusts heating temperature and fusion pressures to match the specific material properties required.
Q4: What maintenance is required to keep the hydraulic system of an automatic welder functioning correctly?
Regular maintenance is vital for longevity. Key tasks include checking hydraulic fluid levels daily and changing the oil annually (or every 1000 hours) to prevent contamination that could damage the servo valves. You must also inspect hydraulic hoses for wear and keep quick-couplers clean to prevent dirt from entering the system. Keeping the guide rods greased ensures the carriage moves smoothly.
Q5: How does the data logging feature export reports, and is special software required?
Most modern HDPE pipe welding machines, including Ekberg’s, export data via a USB port. The files are typically generated in PDF or encrypted CSV formats. You generally do not need proprietary paid software to view the reports; they can be opened on any standard computer. The reports serve as a welding certificate, displaying the graphs and parameters of every joint for inspection and quality assurance purposes.
—
Conclusion
Investing in an HDPE pipe welding machine is a strategic decision that goes beyond simple equipment procurement. It is an investment in project safety, compliance, and your long-term reputation. While the initial FOB price of a CNC unit is higher than manual alternatives, the Total Cost of Ownership—calculated by factoring in the elimination of failed joints, the speed of operation, and the reduction of liability—proves that automation is the most cost-effective choice for professional contractors.
In a competitive global market, the ability to provide clients with digital traceability for every inch of pipeline installed is a powerful differentiator. Don’t let outdated equipment compromise your project’s integrity.
Ready to upgrade your projects? Contact Ekberg Welding today for a technical consultation. We will provide a customized quote including a detailed import HDPE pipe welding machine cost breakdown and CIF estimates for your specific location. Ensure your next project is built on a foundation of precision.