Manual Butt Fusion Machine Suppliers & In-Stock Deals
Table of Contents
Partnering with the right manual butt fusion machine suppliers makes or breaks a pipeline contractor’s bottom line. You have to balance tight project budgets with the unforgiving DVS 2207 welding standard for DN40 to DN250 HDPE pipe networks. Buy a poorly specified unit, and you risk catastrophic joint failures at 10 bar operating pressure. Over-engineer the job with heavy hydraulic systems, and you’ll crush your profit margins on small-diameter trench work. This guide breaks down the essential technical specs, international compliance metrics (like ISO 21307), and real-world ROI calculations for ditching rental yards and owning your equipment.
We’ll look at the pricing reality of factory-direct manufacturing versus the inflated premiums of Western brands. You’ll also get a field-tested buyer’s checklist focused on trench portability. By the time you finish reading, utility managers and irrigation installers will know exactly how to spec the right lightweight aluminum gear. You’ll be ready to partner with a manufacturer like Ekberg Welding—a supplier that delivers transparent pricing, rugged ZL104 aluminum builds, and immediate in-stock availability to kill worksite downtime.

Core Advantages of Sourcing from Top Manual Butt Fusion Machine Suppliers
Manual vs Hydraulic: Cost & Portability for HDPE
Choosing the right fusion equipment dictates your crew’s daily output. For small-to-medium High-Density Polyethylene (HDPE) pipe jobs, manual butt fusion machines deliver an unbeatable edge in cost-efficiency. Entry-level hydraulic units easily run between $1,000 and $3,000. Meanwhile, factory-direct manual butt fusion machines require just $150 to $600 upfront. That massive drop in capital expenditure lets you outfit multiple crews at once without blowing up your procurement budget.
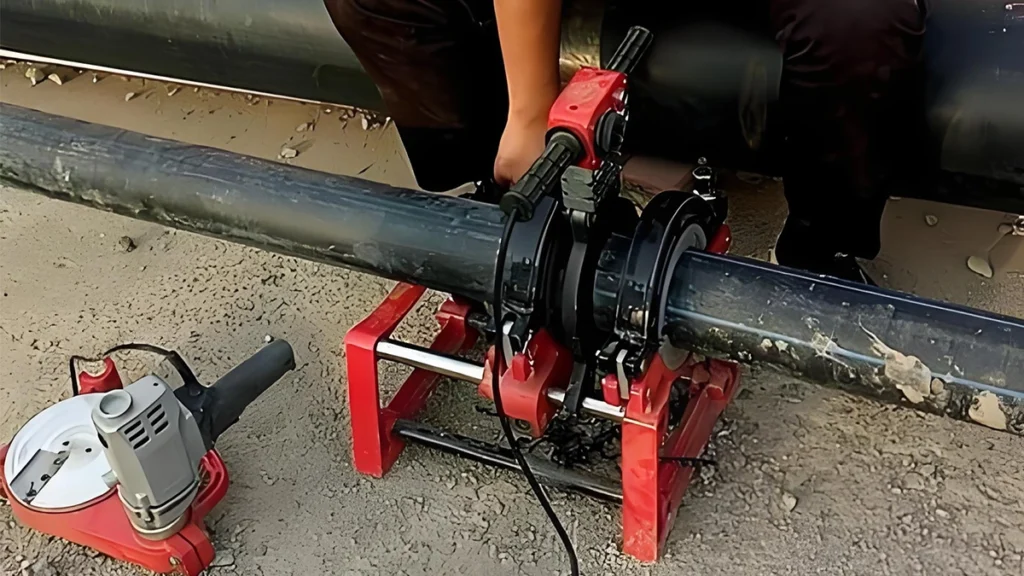
Money aside, physical weight and trench portability heavily favor manual setups. Hydraulic systems drag along bulky power control boxes, heavy fluid reservoirs, and require high-voltage power supplies. Manual butt fusion machines? They rely on a simple, brilliant mechanical lever and gear system. This strips hundreds of pounds off the rig. Two technicians can easily drop the carriage into a muddy, cramped trench. They can also haul the unit out to remote agricultural irrigation sites where heavy machinery simply cannot go.
You do need to respect the physical limits of the equipment. Manual mechanical pressure works flawlessly for pipe diameters up to 250mm. Push past the DN250mm mark, and human muscle just can’t generate the 0.15–0.25 MPa interfacial fusion pressure required for a safe weld. But if your project falls strictly within the DN40 to DN250 range, manual equipment gives you maximum agility. You get speed without sacrificing weld integrity.
Equipment Comparison Summary:
| Specification Parameter | Manual Butt Fusion Machine | Hydraulic Butt Fusion Machine |
|---|---|---|
| Ideal Pipe Range | DN40 – DN250mm | DN63 – DN2600mm |
| Capital Cost | $150 – $600 (Factory Direct) | $1,000 – $100,000+ |
| Portability | High (Lightweight frame, no power pack) | Low (Requires heavy hydraulic station) |
| Pressure Application | Mechanical Lever / Gear Rack | Hydraulic Cylinders |
Reliable Suppliers for Municipal Welding Compliance
Municipal water and gas distribution networks operate under a harsh reality: zero tolerance for joint failure. Pipeline construction must hit exact international benchmarks, specifically ISO 21307 and the notoriously strict German DVS 2207-1 guidelines. These frameworks don’t leave room for guesswork. They demand rock-solid heating plate temperature stability, exact heat soak durations, and highly controlled cooling rates under continuous pressure.
Your ability to meet these standards depends entirely on your supplier’s reliability. A cheap butt fusion welding machine with a drifting thermostat will instantly fail the ISO 21307 requirement for temperature consistency. Elite manufacturers build their heating plates with high-precision thermal controllers that lock in a strict ±5°C variance across the entire surface. This uniformity is critical. It prevents the localized cold spots that cause brittle welds and the hot spots that destroy the polymer chain of the HDPE material.
Gas infrastructure compliance (EN 12007) also demands perfect alignment to prevent high-low pipe mismatch. Trusted suppliers machine their aluminum clamps to exacting tolerances, securing the pipe perfectly on its axial center. Buy from an unverified vendor, and you risk getting sloppy equipment. Loose tolerances mean misaligned joints. Those joints will fail hydrostatic pressure testing and push your municipal project handover weeks past the deadline.
Analyze the impact of in-stock availability and rapid global shipping on contractor project timelines and emergency pipeline repair scenarios.
In pipeline construction, waiting on equipment means burning cash on idle labor and blowing past operational deadlines. Western brands—like McElroy, Ritmo, or Georg Fischer—often dominate the industry baseline, but they frequently trap buyers in supply chain backlogs that stretch for months. If you are a contractor staring down strict municipal completion penalties, those lead times will destroy your margins.
Partnering with vertically integrated manufacturers solves this logistical nightmare. By keeping deep raw material inventories and running in-house machining centers, factory-direct suppliers completely bypass third-party component delays. They can rapidly dispatch standard in-stock hdpe fusion welding machines. Your equipment lands on international job sites fast.
This speed is non-negotiable during emergency pipeline repairs. When a municipal water main blows out, the utility department can’t sit around for eight weeks waiting on a replacement butt fusion welding machine. Suppliers that can execute global shipping within 10 to 20 working days act as a strategic safety net. Immediate equipment availability means your rapid response teams can cut out the damaged pipe, fuse new HDPE spools, and get vital utility services back online before the public even notices.

Technical Specifications & Features of Premium Manual Equipment
Heating Plate Temp & PTFE Coating Performance
The heating plate acts as the thermodynamic engine of any butt fusion operation. Premium manual butt fusion welding machines feature adjustable temperature controllers with a massive operational spread of 0–600°C. This gives you the flexibility to weld multiple thermoplastic materials. Most of the time, operators target the 200–230°C window to achieve optimal HDPE molecular entanglement. Precise calibration guarantees the polymer hits its melt state without oxidizing or ruining the material’s structural integrity.
But generating heat is only half the battle; the surface treatment of that heating element matters just as much. High-end equipment uses a premium PTFE (Teflon) coating. This anti-stick layer isn’t optional. It prevents molten plastic from grabbing the metal plate when you pull it away. If polymer residue sticks to the heater, it acts as an insulator. That ruins heat transfer on your next weld, leaving you with weak, non-compliant joints.
The PTFE coating also drives even heat distribution. Because it creates a smooth, uniform contact surface against the faced pipe ends, thermal energy transfers symmetrically across the entire pipe wall. This uniform heat soak is a core requirement of DVS 2207-1. It ensures the resulting fusion bead rolls back evenly and maintains symmetrical internal pressures.
Explain the facing tool (planing tool) specifications, including HSS blade durability, gear transmission, and safety micro-switches for precise pipe edge preparation.
Before you apply heat, you have to mill the pipe ends perfectly parallel. This strips away oxidation and surface contaminants. The facing tool (or planing tool) handles this critical prep work. Industrial-grade manual butt fusion machines use High-Speed Carbon Steel (HSS) blades. HSS delivers incredible hardness and wear resistance. These blades shave off continuous, unbroken ribbons of tough HDPE without dulling halfway through a harsh trench job.
The mechanical drive system behind these blades needs to push consistent, stall-free torque. Top-tier units rely on a heavy-duty chain drive or an enclosed gear transmission. Cheap belt-driven alternatives slip the second they hit a heavy load. A gear transmission, however, guarantees smooth, continuous rotation of the cutting disc against the pipe face. Steady RPMs prevent chatter marks and gouges, giving you the flawless, gap-free alignment you need before the heating phase.
Operator safety during this step is absolute. Quality facing tools feature a built-in safety limit micro-switch. This electrical interlock stops the high-torque milling cutter from firing up unless it is locked firmly into the hdpe pipe welding machine’s central guide shafts. It completely kills the risk of accidental start-ups during transport, keeping your technicians safe from severe lacerations.
Clamp Sizes & Inserts for Accurate Pipe Alignment
A great manual fusion machine adapts to the job. These hdpe fusion machines are built around maximum capacity frames, with DN160, DN200, and DN250 models acting as the industry standard. Take a DN160 model, for example. It ships with a full set of reduction inserts for 63, 75, 90, 110, 125, 140, and 160mm pipes. One single hdpe fusion welding machine can service an entire multi-tier municipal water network.
The DN200 and DN250 models scale up that capability. A DN250 variant packs reduction inserts covering 90mm all the way up to 250mm. These inserts have to be precision-machined to match exact Outer Diameter (OD) specs. When an operator locks down the clamps, the inserts must grip the pipe evenly all the way around. This stops ovality and prevents the pipe wall from deforming—a massive deal when you’re welding thinner SDR17 or SDR21 pipes.
The material making up those clamps dictates your axial alignment. Premium manufacturers cast their master clamps and reduction inserts from ZL104 aluminum alloy. This specific alloy delivers massive tensile strength. The clamps simply will not flex, and the pipe won’t slip backward when the operator throws heavy mechanical drag pressure into the initial bead-up phase.
Manual Pressure & Locking for Stable Cooling
Hydraulic systems use motorized pumps. Manual butt fusion machines rely on human kinematics amplified by smart mechanical engineering. A manual lever, connected to a precision gear and rack system, drives the carriage. As the operator pulls the lever, rotational force transforms into raw linear thrust. This mechanical advantage lets a single technician easily generate the drag pressure needed to move the carriage and the heavy pipe.
Once the heating phase finishes and the plate pulls out, the operator has to slam the molten pipe ends together fast. The gear/rack setup allows for rapid closure. This minimizes changeover time and stops the plastic from cooling off too soon. The operator then drops the final fusion pressure, forcing the molten material together to build that signature double-roll bead of a perfect weld.
The final stage—cooling—is arguably the most critical. ISO standards require the joint to stay under steady pressure until it drops to ambient temperature. That often takes 10 to 15 minutes. A human operator can’t hold a lever perfectly steady for that long without fatigue. That’s why premium butt fusion welding machines feature a secure mechanical locking mechanism. This lock freezes the carriage rigidly in place. It holds constant interfacial pressure and stops any micro-movements that would otherwise fracture the cooling polymer chains.

Complete Guide to Manual Butt Fusion Machine Price and ROI
What Affects HDPE Manual Butt Fusion Machine Pricing
When digging into hdpe manual butt fusion machine cost, procurement officers need to look past the initial sticker price. You have to know what actually drives the valuation. Raw material quality is the biggest differentiator. Premium manufacturers use ZL104 aluminum alloy for the chassis and clamps. Yes, aluminum casting costs more than welding together cheap carbon steel, but it makes the butt fusion welding machine lightweight and completely immune to rust. Steel machines will inevitably corrode in wet trenches, causing seized guide shafts and misaligned welds.
Electrical component longevity is the next major cost factor. Bargain-basement hdpe fusion welding machines cut corners with cheap heating elements and low-grade thermostats that fry after a few months on site. Spending just a little more on a unit with a continuous-duty heating plate and a high-grade PTFE coating slashes your total cost of ownership. You stop paying for frequent part replacements and the downtime that comes with them.
Finally, look hard at the brand premium. Western brands have massive market visibility, but they charge extortionate premiums just for the logo on the side. Factory-direct sourcing cuts out the layered distributor markups entirely. Buy straight from the source, and you get identical—often superior—technical specs and metallurgical quality. You just stop subsidizing a legacy brand’s expensive marketing campaigns.
Provide typical ‘manual butt fusion machine price’ ranges and explain what dictates the pricing tiers across standard sizes (e.g., 160mm vs 250mm manual machines).
Grasping standard manual butt fusion machine price ranges lets contractors budget with precision. Pricing scales directly with the plastic pipe welding machine’s maximum pipe diameter capacity. A larger capacity means more raw aluminum and higher-rated electrical components. For a factory-direct 160mm manual butt fusion machine, expect to pay between $138 and $600. The exact figure depends on localized voltage setups and how many reduction inserts are included.
Moving up to a larger capacity bumps up the investment. A factory-direct 250mm manual unit usually runs between $800 and $1,500. This size demands significantly thicker guide shafts, heavier master clamps, and a higher-wattage heating plate to keep temperatures stable across a much larger surface area. The price increase makes sense, yet it remains incredibly economical.
To really see the value, look at the Western alternatives. A McElroy 2LC (which maxes out at 160mm) hits your budget for around $4,325 retail. A used Ritmo Basic 160mm routinely sells for roughly €3,026 ($3,200). Factory-direct equipment hands you the exact same operational parameters and ISO compliance for about 10% to 15% of the cost of those legacy equivalents.
Initial Cost vs Maintenance Savings: Fusion Machines
The real financial win of partnering with the best manual butt fusion machine suppliers shows up after the purchase. The upfront cost of factory-direct gear is already fantastic, but the long-term warranty and service structures multiply those savings. Solid manufacturers back their gear with a comprehensive 1-year warranty and offer lifetime maintenance support. That keeps the asset making money for years.
If a part fails during the warranty period due to a manufacturing defect—say, a thermostat goes bad or a micro-switch acts up—top suppliers ship a replacement immediately at zero cost. That guarantee shields your capital investment and lets you sleep at night during aggressive construction schedules.
After the warranty expires, the factory-direct model still pays off. Local distributors love to mark up spare parts by 300%. Factory-direct suppliers usually charge just the baseline raw material cost for replacement items like HSS blades or fresh PTFE plates. Better yet, premier manufacturers waive labor and consulting fees. They provide lifetime technical troubleshooting to keep your rig running without dragging you down with recurring overhead costs.
Manual Fusion ROI for Irrigation & Plumbing Pros
For independent plumbing contractors and agricultural irrigation crews, renting equipment silently bleeds your profits dry. Grabbing a standard butt fusion machine from the local rental yard usually costs $100 to $500 a day. That easily clears $400 for just a single week. Stretch that over a month-long irrigation project, and rental fees will eat thousands of dollars right out of your margin.
Switching to ownership triggers a massive, immediate Return on Investment (ROI). Buy a factory-direct 160mm manual butt fusion machine for roughly $300, and the math is undeniable: it pays for itself in one to three days of avoided rental fees. After that, every single weld you make is pure profit retention.
Owning the asset also kills logistical friction. Your guys stop wasting billable hours driving to rental yards, standing in line, or stalling a project because a competitor already rented the only DN160mm butt fusion machine in town. When you own the gear, you mobilize instantly. You can bid on short-notice emergency repairs and tight-deadline installations with total confidence.
Expert Buyer’s Checklist: How to Buy Manual Butt Fusion Machines
Pipe Sizes, SDR & Material for Manual Fusion Machines
Before you buy manual butt fusion machine assets, lock down your exact project parameters. Start with material compatibility. Make sure the temperature controller can hit and hold the specific melt points for HDPE (~220°C), Polypropylene (PP), PVDF, and PPR (~260°C).
Next, check the Standard Dimension Ratio (SDR) range. Pipeline walls change drastically depending on pressure ratings (think SDR11 for high pressure versus SDR17 for standard water flow). Confirm that the butt fusion welding machine’s master clamps and reduction inserts are built to grip these different wall thicknesses securely. If they aren’t, the clamping pressure will cause pipe deformation or ovality.
- Buyer Checklist – Capacity:
- Validate max/min OD range (e.g., 63mm to 160mm).
- Confirm thermostat range covers 0–300°C minimum.
- Verify clamp design accommodates your specific SDR ratings.
Warranty & Spare Parts for Fusion Machines
A butt fusion welding machine is only as good as the supply chain standing behind it. When vetting vendors, dig deep into their after-sales infrastructure. Insist on a minimum 1-year comprehensive warranty covering all electrical and mechanical non-wear parts.
Immediate availability of consumable spare parts is just as critical. Trenches are brutal environments. HSS planer blades will eventually lose their edge, and PTFE heating plates might take an accidental scratch. Make sure your supplier keeps a massive inventory of these specific consumables. They need to guarantee rapid dispatch so your project doesn’t grind to a halt over a cheap part.
- Buyer Checklist – Support:
- Demand documented 1-year warranty terms.
- Confirm in-stock status of HSS blades and PTFE plates.
- Verify supplier offers complimentary lifetime technical guidance.
Portability, Weight & Frame Strength for Trench Work
Field execution demands gear that works with your crew, not against them. Look closely at the total weight of the carriage assembly. It has to be light enough for one or two guys to safely drop into a trench without calling in an excavator.
At the same time, the frame needs extreme robustness to survive real job sites. Walk away from any butt fusion welding machine built out of standard carbon steel. It will rust out fast and weigh a ton. Demand frames built entirely from ZL104 aluminum alloy. It hits the perfect sweet spot: high tensile strength for applying pressure, and low weight for maximum portability.
- Buyer Checklist – Build Quality:
- Verify master frame is cast from ZL104 aluminum alloy.
- Check overall weight specifications for two-man lift compliance.
- Inspect the gear/rack mechanism for enclosed, dirt-resistant design.
Verify Safety Standards & Voltage Compatibilit
Electrical compliance isn’t a suggestion; it’s a mandatory safety requirement. Never buy uncertified fusion gear. Check that the butt fusion welding machine holds legitimate CE and ISO certifications. This proves the electrical components are shielded from short circuits and are genuinely safe to operate in damp, muddy conditions.
Also, perfectly match the hdpe fusion welding machine’s voltage specs to your local power grid or site generators. North American job sites usually run on 110V power, while European and Asian locations rely on 220V. Verify that your supplier can customize the heating plate and facing tool motors to your exact regional voltage right out of the box.
- Buyer Checklist – Electrical:
- Request digital copies of CE and ISO certificates.
- Specify 110V or 220V requirements prior to ordering.
- Ensure the facing tool features a safety micro-switch interlock.
Ekberg Welding: Manufacturing Excellence, Quality Control & Global Service
Ekberg Welding ISO-Certified Production & Alloy Frames
Ekberg Welding runs cutting-edge, ISO-certified manufacturing facilities built exclusively for producing elite pipeline fusion gear. This standardized production environment guarantees that every single butt fusion welding machine rolling off the line hits exact engineering tolerances. The foundation of this manufacturing excellence is their exclusive use of high-grade ZL104 aluminum alloy for all frames, carriages, and clamping inserts.
That metallurgical choice isn’t an accident. ZL104 aluminum shrugs off the corrosive mud and water found in pipeline trenches. It ensures the butt fusion welding machine’s structural integrity survives a decade of brutal use. Plus, it slashes the unit’s overall weight, which directly boosts operator safety and cuts down fatigue during back-to-back manual welds in tight spaces.
QC Testing: Temp Uniformity & Clamp Alignment
You can’t just assume quality; you have to prove it through brutal testing. Ekberg Welding forces every manual butt fusion machine through a punishing Quality Control (QC) gauntlet before it ever ships. Technicians hit the heating plates with advanced thermal imaging analysis. They map the entire surface to verify the temperature variance stays locked within a ±5°C window across the PTFE-coated area. This guarantees strict compliance with ISO 21307 heat soak parameters.
Mechanical alignment gets the exact same level of scrutiny. The carriage and clamps are tested with pressure-sensitive paper and precision test strips to confirm flawless axial alignment between the master clamps. By eliminating high-low misalignment, Ekberg ensures the pipe ends meet perfectly flush. That stops the uneven stress distribution that ultimately causes joints to blow out under hydrostatic testing.
OEM/ODM, Global Logistics & Fast Delivery
Global distributors and massive utility contractors have highly specific branding and operational demands. Ekberg Welding meets those needs with deep OEM/ODM customization. Clients can spec custom frame colors, dial in localized voltage configurations, request unique clamp sizing combos, and apply branded labeling to blend the new gear seamlessly into their existing fleet.
A highly optimized global logistics network backs up this manufacturing muscle. Ekberg holds massive inventories of standard manual units. This completely bypasses the production lead times that cripple Western brands. Strong inventory management means rapid dispatch of in-stock machines. Ekberg typically hits global delivery to international ports or direct job sites within an aggressive 10 to 20 working day window.
Frequently Asked Questions
Q1: What is the average manual butt fusion machine price for a standard 160mm unit?
Factory-direct prices for a standard 160mm manual butt fusion machine usually sit between $150 and $600. That pricing delivers incredible financial value when stacked against legacy Western brands like McElroy or Ritmo. Those companies routinely charge $3,000 to $4,300 for gear that has the exact same manual capacities and ISO compliance specs.
Q2: Can manual butt fusion machines weld both HDPE and PPR pipes effectively?
Absolutely. Because the premium heating plate uses an adjustable thermostat spanning 0 to 600°C, operators can switch between thermal requirements on the fly. Just set the controller to roughly 220°C for an HDPE job, or bump it up to about 260°C when you’re running PPR applications.
Q3: How do operators maintain the PTFE coating on the heating plate to ensure longevity?
Proper maintenance is simple: clean the PTFE (Teflon) coating only while the plate is still slightly warm. Use a clean, lint-free cotton cloth. You can dampen it with a non-abrasive solvent like isopropyl alcohol to cut through plastic residue. Never touch the plate with metal scrapers or wire brushes—that will instantly destroy the anti-stick surface.
Q4: What is the maximum pipe diameter suitable for a manual butt fusion machine?
Manual butt fusion machines generally top out at 250mm or 315mm (DN250/DN315). Go any larger, and the physical force a human operator can generate just isn’t enough to hit the required drag and interfacial fusion pressure (0.15–0.25 MPa). If you’re fusing pipes larger than 315mm, you have to step up to a hydraulic butt fusion machine to guarantee weld integrity.
Q5: How quickly can Ekberg Welding deliver in-stock manual butt fusion machines?
Because of vertically integrated manufacturing and heavy inventory management, standard in-stock hdpe fusion welding machines skip traditional production delays. Equipment ships out almost immediately after order confirmation. Global shipping and delivery usually take between 10 to 20 working days, depending on your destination port.
Conclusion
Teaming up with top-tier manual butt fusion machine suppliers is the smartest way to lock in consistent weld integrity while protecting your project margins. When you secure equipment engineered to exact DVS 2207 and ISO 21307 standards, you know your DN40 to DN250 networks will survive brutal municipal hydrostatic testing. Sourcing factory-direct rewrites the economics of pipeline construction. It strips away the bloated brand premium, transforming a painful $4,000 expense into a highly manageable $400 asset that pays for itself in days.
Stop bleeding thousands of dollars on weekly rental yard fees and dealing with unpredictable legacy supply chains. Outfit your crews with lightweight, rust-proof ZL104 aluminum gear designed to take a beating in the worst trench conditions. Contact Ekberg Welding today to grab factory-direct quotes, pull down detailed technical spec sheets, and check current in-stock availability so you can accelerate your next pipeline installation.