Top Butt Fusion Machine Manufacturers: Best Prices & Options
Table of Contents
Sourcing directly from a reputable butt fusion machine factory slashes procurement costs by up to 40%. It also guarantees ISO 21307 compliance for critical DN40 to DN2000+ pipeline projects. Pick the wrong supplier, and you face a triple threat: inflated distributor markups, blown shipping schedules, and zero trench-side technical support when your equipment inevitably goes down.
This guide breaks down butt fusion welding machine specifications across manual, hydraulic, and CNC models. We detail strict welding parameter standards like DVS 2207-1 and map out the true ROI of factory-direct procurement. You will learn exactly how to evaluate top butt fusion machine manufacturers, decode factory-direct pricing structures, and master long-term total cost of ownership (TCO) for heavy-duty infrastructure projects.
Read on to gain a clear, engineering-backed framework for selecting the right pipeline welding equipment. You will walk away ready to bypass supply chain bottlenecks and specify machinery that delivers zero failed welds. Protect your municipal water, natural gas, or industrial mining budgets from devastating specification errors.

Why Source Direct from a Butt Fusion Machine Factory?
Factory vs. Distributors: Comparing Lead Times & Reliability
Buying pipeline welding gear through third-party distributors adds massive friction to your supply chain. Middlemen rarely stock large-diameter equipment like DN630 or DN1000 hydraulic welders. The carrying costs are simply too high. When you place an order, the distributor just acts as an expensive messenger, passing your request down the line to the actual manufacturer. This disjointed process routinely pushes lead times out to 10–14 weeks, easily ruining tight project schedules.
Bypass the middleman, and you eliminate that bottleneck entirely. Direct communication lets procurement managers sync their project timelines with actual factory production runs. Standard factory-direct lead times usually lock in at a highly predictable 6–8 weeks, even for heavy-duty, high-capacity rigs.
You also gain total supply chain transparency. Buyers get real-time updates on manufacturing milestones—from the initial aluminum die-casting right through to the final 24-hour pressure holding tests. This visibility kills the risk of blind-side delays. Municipal engineers and pipeline contractors can finally mobilize their trenching and pipe-laying crews knowing exactly when their equipment will hit the dirt.
Custom Manufacturing for Project Needs
Off-the-shelf equipment often fails when you hit unique site conditions or strict regional infrastructure codes. Third-party retailers push fixed configurations. This forces contractors to rely on sketchy workarounds or uncertified third-party adapters. A tier-one manufacturing facility, however, has the engineering depth to customize your pipe welding machine right down to the component level.
Electrical configurations are the biggest hurdle. Industrial plant engineers working in confined indoor spaces often need 110V setups to meet rigid site safety rules. On the flip side, heavy civil contractors running a massive Model 800mm hydraulic butt fusion machine need serious power. That unit draws 16.2kW total (12.5kW for heating, 2.2KW for milling, 1.5KW for hydraulics) and requires a rock-solid 380V three-phase system to maintain a stable draw. Direct manufacturers engineer these specific electrical needs straight into the control panels during the initial build.
Beyond the electronics, factory-direct relationships open the door for bespoke reducer inserts. Welding pipe components with different SDR (Standard Dimension Ratio) series demands flawless alignment. Factories can precision-machine custom aluminum die-cast inserts to handle non-standard outer diameters (OD). This keeps alignment deviation strictly at or below 0.3mm—a non-negotiable metric for complex agricultural irrigation systems and specialized chemical transport lines.

Long-Term Benefits of Direct Support, OEM Parts, & Software Updates for CNC
The true value of pipeline welding equipment goes way beyond the initial purchase price. Operational uptime dictates your project’s profitability. Distributors rarely possess the deep engineering background needed to troubleshoot complex hydraulic or electrical faults. When things break, you suffer prolonged downtime while the rep relays your questions back to the manufacturer.
Establish a relationship with the best butt fusion machine factory, and you get direct access to the engineers who actually designed your equipment. This direct line enables rapid remote video troubleshooting, drastically cutting diagnostic times. Even better, it secures lifetime availability of OEM spare parts. Top manufacturers use standard industrial components—like standardized hydraulic seals and flat-type quick connectors—so replacement parts can ship globally without proprietary lock-ins.
For advanced CNC automated welders, direct factory support is absolutely vital. CNC units rely on complex software to execute closed-loop control of time, temperature, and pressure. Factories push direct software updates to these butt fusion welding machines to keep the data logging systems (which store up to 1000 weld records) compliant with evolving ISO and DVS standards. Features like Beidou/GPS automatic positioning for real-time coordinate tracking also require backend factory support to keep remote data transmission seamless.
Equipment Range Available from Top Butt Fusion Machine Manufacturers
Manual Butt Fusion Machines: Specs & Applications
Manual butt fusion machines are the foundational tier of plastic pipe welding equipment. Engineers designed them specifically for smaller diameter ranges and less aggressive operational environments. Covering the DN40 to DN250 range, these units are highly portable. They rely entirely on operator-applied mechanical force rather than hydraulic cylinders to hit the required fusion pressure.
Because they lack the high-pressure punch of hydraulic units, manual butt fusion machines belong in low-pressure applications. They are the go-to choice for agricultural irrigation networks, residential plumbing tie-ins, and secondary municipal water distribution lines where absolute pressure traceability isn’t legally mandated. Their compact footprint makes them incredibly valuable for tight trench operations or elevated installations where hoisting heavy hydraulic power units is physically impossible.
Buyers need to understand the operational limits here. Fusion quality on a manual butt fusion machine depends entirely on the operator’s physical consistency and visual timing. Without data logging or closed-loop pressure control, you cannot use manual pipe fusion welding machines for high-pressure natural gas lines or critical chemical transport systems. Those applications demand strict adherence to ASTM F2620 or ISO 21307 parameters.
List technical parameters for hydraulic butt fusion machines
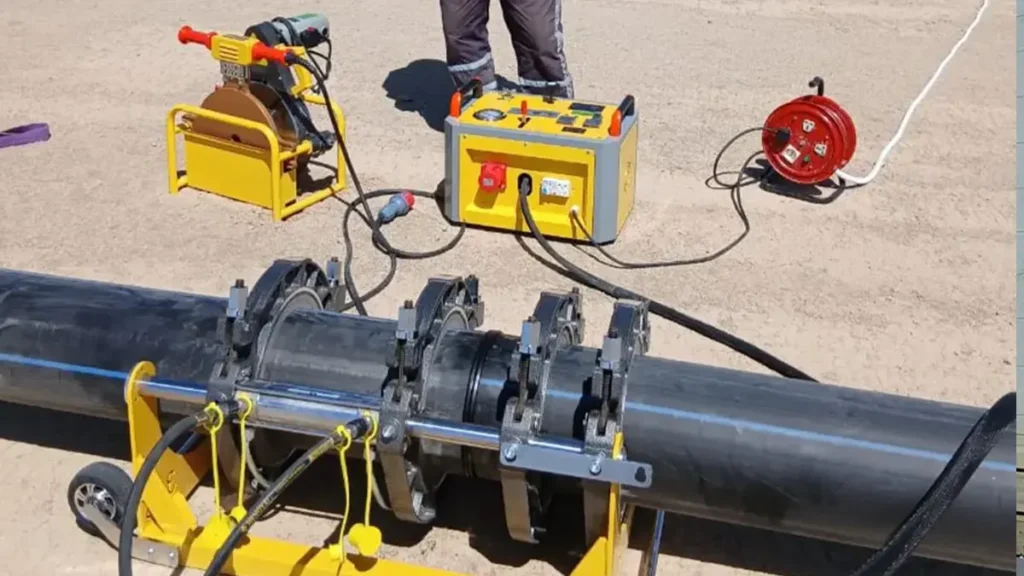
Hydraulic butt fusion machines are the undisputed workhorses of global pipeline infrastructure. They deliver the immense, sustained force required to fuse thick-walled HDPE pipes. The industry categorizes these butt fusion machines by their effective welding ranges. You generally see small/medium series (DN40–DN500mm powered by 380V three-phase systems) and large series (DN630–DN1000 and up to DN2000+, requiring robust 380V three-phase power).
To hit stringent standards like DVS 2207-1—which mandates an interfacial pressure of 0.15 ± 0.01 MPa—the hydraulic cylinders must be aggressively sized. Take a Model 450mm hydraulic butt fusion machine; it features a cylinder piston area of 2,237 mm². Step up to a heavy-duty Model 630, and that expands to 2,306 mm². The massive Model 800 uses a 4,400 mm² piston area just to maintain stable working pressures between 4–6 MPa throughout the entire fusion cycle.
The butt fusion welding machine frame’s structural integrity has to match that hydraulic power. Top manufacturers use high-pressure aluminum die-casting (ZL104 standard aluminum) for pipe butt fusion welding machine bodies up to 630mm. This stops the chassis from deflecting under maximum load. It ensures alignment deviation stays strictly under 0.3mm, which is the critical factor in stopping premature joint failure under heavy soil loads.
Equipment Class Comparison Table:
| Machine Type | Welding Range | Typical Power Req. | Max Pressure Range | Primary Application |
|---|---|---|---|---|
| Manual | DN40 – DN250 | 220V | Mechanical Force | Irrigation, Low-pressure water |
| Hydraulic (Mid) | DN40 – DN500 | 380V (Three-Phase) | 0.0-10.0 MPa | Municipal water, Industrial effluents |
| Hydraulic (Large) | DN315 – DN2000+ | 380V (Three-Phase) | 0.0 – 16.0 MPa | Heavy civil, Mining, Mainline water |
| CNC / Auto | DN63 – DN630 | 220V / 380V | Closed-loop Auto | Natural Gas, Highly regulated infrastructure |
CNC/Automatic Machines: Benefits for Data Logging, Error Reduction & Traceability in Gas/Water Pipelines
As global pipeline regulations get stricter, the margin for human error in pipe welding has completely vanished. CNC (Computer Numerical Control) automatic butt fusion machines take operator guesswork out of the equation by assuming total control of the welding cycle. The operator inputs the pipe diameter, material (PE, HDPE, PP), and SDR rating. The butt fusion machine’s processor then calculates the exact heating times, soak temperatures, and fusion pressures required.
Closed-loop control is the defining advantage of CNC automation. The system automatically reads ambient trench temperatures and dynamically tweaks the heat absorption time. This guarantees the pipe ends reach the perfect molten state, regardless of whether you are welding in freezing rain or blistering heat. During the critical changeover phase (pulling the heating plate and driving the pipe ends together), the CNC hydraulic unit executes the movement with millisecond precision to stop premature cooling that causes brittle joints.
For municipal gas and critical water infrastructure, traceability isn’t optional—it’s legally mandated. CNC units feature IP54-rated control panels equipped with onboard memory that stores up to 1,000 individual weld records. These logs capture the exact pressure curves, temperature shifts, and timestamp data for every single joint. Project engineers can export this data via USB or transmit it remotely via GPS/Beidou networks, providing incontrovertible proof of ISO 21307 compliance for safety audits.
Quality Standards & Technical Specs to Demand Before You Buy
Find heating plate temperature precision requirements
The heating plate is the absolute heart of any butt fusion system. Its job is to uniformly melt the pipe ends without degrading the polymer structure. To pull this off, the plate must be coated with premium Polytetrafluoroethylene (PTFE). This non-stick coating stops molten HDPE from sticking to the metal. Without it, you get surface tearing and microscopic voids injected straight into the weld zone.
International standards impose strict regulations regarding temperature accuracy. When welding PE100 materials, mainstream standards—such as DVS 2207-1—recommend a fusion temperature range of 210–240°C, while ISO 21307 establishes specific temperature requirements tailored to various processes. Heating plates designed by leading manufacturers deliver performance that far exceeds these basic requirements. Standard hydraulic models are engineered to maintain the maximum temperature deviation across the entire surface of the heating plate within ±5°C. Furthermore, advanced CNC models and high-end equipment—such as the large-scale Model 1000—are capable of narrowing this tolerance even further to ±3°C, thereby achieving superior welding consistency.
Substandard heating plates with lazy internal element distribution create cold spots. If the temperature drops below the required threshold in just one isolated sector of the pipe circumference, you get a “cold weld.” It lacks the necessary molecular entanglement and will inevitably suffer catastrophic failure during hydrostatic pressure testing.
Hydraulic Pressure Stability & Gauge Accuracy for DVS 2207 & ISO 21307 Compliance
Nailing the perfect melt is only half the battle; applying the exact fusion pressure is just as critical. The hydraulic power unit (HPU) must deliver smooth, relentless force to forge the molten pipe ends together. DVS 2207-1 calls for an interfacial pressure of 0.15 ± 0.01 MPa. Translating this into hydraulic butt fusion machine gauge pressure means the hydraulic system has to account for the butt fusion machine’s internal drag resistance and the specific cross-sectional area of the pipe.
Pressure stability during the cooling phase is everything. Once the pipe ends meet, the hydraulic unit must hold the specified pressure dead-steady while the polymer crystallizes. High-quality HPUs use independent dual-channel timers that track both heat absorption and cooling periods, firing off audible alerts when the cycle finishes.
Your pressure gauges also need high-resolution readouts in both MPa and bar. A pressure drop of just 0.5 MPa during the cooling phase causes the joint to shrink unevenly, injecting severe internal stresses into the pipeline. Factory-direct machines face brutal 24-hour pressure holding tests during assembly. This validates that internal valves, standard hydraulic seals, and quick connectors show zero leakage under maximum load.
Milling Cutter Power, Safety, & Blade Durability for Pipe End Preparation
Before you apply any heat, the pipe ends must be planed perfectly parallel. This guarantees 100% surface contact against the heating plate. That is the job of the milling cutter (or facer). Weak milling leaves gaps or uneven ridges. If that happens, a compliant weld is impossible, no matter how good your heating plate is.
Always scrutinize the milling cutter’s motor power. Heavy-duty applications require serious torque to shave thick-walled HDPE. A Model 800mm butt fusion welding machine needs a dedicated 2.2KW motor just for the milling operation. Step up to a Model 1000mm butt fusion welding machine, and you need a 3.0KW milling motor. The cutting blades themselves must be cut from high-quality tool steel or High-Speed Steel (HSS). Look for a double-edged, reversible design to extend field life and keep those cutting edges razor-sharp.
Safety mechanisms on the milling cutter are completely non-negotiable. Top manufacturers hardwire safety limit micro-switches that stop the facer motor from engaging unless the unit is securely locked into the pipe butt fusion machine chassis. This critical feature protects operators from horrific laceration hazards if the equipment is accidentally bumped while maneuvering in muddy, unstable trench environments.
Buyer Decision Checklist: Must-Have Specifications
- Hydraulic Force: Does the cylinder piston area generate sufficient force to meet the 0.15 MPa DVS 2207 interfacial pressure requirement?
- Thermal Accuracy: Is the heating plate PTFE-coated with a validated surface temperature variance of ≤±7°C?
- Automation & Logging: Does the CNC model offer closed-loop control and onboard memory for a minimum of 1,000 weld records?
- Safety Features: Are safety limit micro-switches installed on the milling cutter?
- Structural Integrity: Are machine bodies up to 630mm manufactured using ZL104 standard high-pressure aluminum die-casting?
Navigating HDPE Butt Fusion Machine Factory Price and Cost ROI
Provide a cost breakdown comparing direct factory prices vs. traditional retail markups
Breaking down the hdpe butt fusion machine factory price structure exposes massive financial waste in traditional procurement. Buy through a regional distributor, and you end up absorbing the initial manufacturing cost, international shipping, import duties, warehouse fees, and a punishing retail markup. This chain routinely inflates your final purchase price by 20% to 40%.
Engage directly with the manufacturer, and pipeline contractors unlock true ex-works (EXW) or Free on Board (FOB) pricing. A standard factory-direct purchase requires a 30% T/T (Telegraphic Transfer) deposit to kickstart the manufacturing process, with the remaining balance cleared right before shipment.
For bulk buyers, equipment rental fleets, or massive municipal infrastructure projects needing multiple units across the DN160 to DN1000 range, retaining that 40% capital translates to hundreds of thousands of dollars. You can aggressively reallocate those savings to bid more competitively on tenders, scale up your trenching workforce, or upgrade to advanced CNC automated models that would have broken the budget under distributor pricing.
3-Year ROI of Investing in High-Quality Factory-Direct Equipment
Initial capital expenditure (Capex) is just a fraction of the financial reality. Operational ROI is what actually dictates the equipment’s true value. Investing in premium, factory-direct HDPE pipe welding machinery drives a projected 20–25% increase in operational efficiency over a 3-to-5-year lifecycle. Three main factors drive this ROI: automation speed, mechanical reliability, and the total elimination of rework.
The financial bleed from a single failed weld on a large-diameter pipeline is staggering. If a DN500 joint fails hydrostatic testing due to sloppy temperature control or pressure loss, the contractor has to excavate the trench, cut out the defective joint, fuse in a new spool piece, and re-test the entire line. That nightmare easily costs $10,000 to $15,000 per incident in labor, equipment time, and delayed completion penalties.
High-quality equipment engineered to strict ISO 21307 standards virtually guarantees zero failed welds when operated properly. Utilizing standardized OEM parts also slashes maintenance downtime. Instead of waiting weeks for proprietary distributor components to ship, maintenance crews can grab standard hydraulic seals locally, keeping the butt fusion machines fusing pipe and generating cash.
Total Cost of Ownership (TCO): Price, Shipping, Duties & Maintenance
Smart procurement managers judge pipeline equipment on Total Cost of Ownership (TCO), not just the sticker price. When locking in an hdpe butt fusion machine factory price, buyers have to accurately forecast the logistics costs tied to international freight.
Shipping logistics demand careful planning, usually 6–8 weeks ahead of project mobilization. Depending on your order volume, freight falls under LCL (Less than Container Load) for single, smaller HDPE pipe welding machines, or FCL (Full Container Load) for bulk orders and massive DN1000 units. You must factor in destination port fees, customs duties, and local import taxes, which swing wildly depending on your jurisdiction.
Long-term maintenance also hits the TCO. Top manufacturers soften this blow by offering comprehensive warranties. You typically see a 1-year warranty covering free replacement of non-human-induced damage, followed by lifetime maintenance where you only pay raw material costs. The availability of factory-provided calibration protocols for heating plates and pressure gauges also ensures your equipment keeps its certification status without demanding expensive third-party recertification audits.

Factory Capability, Certification & Global Support
Ekberg Welding Facility: CNC Machining & QA/QC Testing for Structural Integrity
A manufacturing facility’s capabilities directly dictate how well the equipment survives in the trench. Tier-one manufacturers like Ekberg Welding run massive production facilities armed with advanced CNC machining centers. These centers mill the raw aluminum and steel components to punishing tolerances. This ensures the heavy-duty clamps and chassis align perfectly, hitting the mandated ≤0.2mm alignment deviation required for massive Model 1000mm butt fusion welding machines.
Quality Assurance and Quality Control (QA/QC) protocols have to be relentless. Before any hydraulic unit rolls off the factory floor, it faces brutal 24-hour pressure holding tests. Engineers crank the system up to its maximum rating (up to 16 MPa for large models) and monitor it for a full day. Even a micro-leak in the standard hydraulic seals, internal valves, or flat-type quick connectors triggers an immediate rejection and full rebuild.
This level of manufacturing discipline guarantees that when the equipment lands on a remote mining site or a high-stakes municipal water project, it runs flawlessly straight out of the crate. It is built to absorb the brutal physical abuse inherent in heavy civil construction.
Essential Certifications (CE, ISO 9001, RoHS) for Top-Tier Factories
Global pipeline contractors simply cannot risk putting uncertified equipment on heavily regulated jobsites. A premier manufacturing facility must hold a portfolio of strict international certifications to back up their engineering and production claims.
ISO 9001 certification is the absolute baseline. It proves the factory runs a standardized, auditable quality management system that governs everything from raw material buying to final assembly. For equipment heading into the European Economic Area or markets following European safety standards, the CE mark is non-negotiable. CE certification proves the electrical systems, hydraulic pressures, and safety micro-switches meet rigid EU health, safety, and environmental protection directives.
RoHS (Restriction of Hazardous Substances) compliance is also critical. It ensures the electronic components inside the CNC control panels and digital timers are built without dangerous levels of lead, mercury, or cadmium. Buying equipment from a factory missing these verified certifications exposes contractors to severe liability, potential site shutdowns by safety inspectors, and municipal authorities flat-out rejecting your weld data logs.
Global After-Sales Support: Troubleshooting, Spare Parts & Training
The real test of a manufacturer is how they treat you after the final invoice clears. Top butt fusion machine manufacturers build comprehensive global after-sales support systems specifically designed to keep international clients up and running.
This support kicks off with a rock-solid 1-year warranty guaranteeing free parts replacement for any manufacturing defects. Crucially, this rolls over into a lifetime maintenance agreement. Post-warranty replacement parts ship at bare material cost, with labor and markup fees entirely waived. Because the pipe fusion welding machines rely on universally standard industrial components, rapid spare parts dispatch is highly efficient. You bypass the proprietary delays that plague distributor-locked brands.
Advanced support goes a step further with remote video troubleshooting. Factory engineers can diagnose hydraulic or CNC software faults face-to-face with your trench-side operators. To stop faults before they even happen, leading factories provide extensive operator training programs and regular calibration protocols for heating plate temperature and hydraulic pressure control systems. This keeps you fully compliant with ISO and DVS standards for the entire lifespan of the butt fusion machine.
Frequently Asked Questions
Q1: What is the typical production lead time when I buy from a butt fusion machine factory?
Standard production lead times generally run 6 to 8 weeks, heavily depending on pipe fusion welding machine size and your order volume. Cutting out third-party distributors lets you completely dodge inventory bottlenecks. Custom configurations or massive DN1000 units might take slightly longer. Factories usually trigger manufacturing the moment they receive a 30% T/T deposit, ensuring your equipment delivery perfectly aligns with your project mobilization dates.
Q2: How does a factory ensure the hdpe butt fusion machine factory price remains competitive without sacrificing component quality?
Leading factories keep prices aggressive through economies of scale and a direct-to-buyer sales model, wiping out 20-40% distributor markups entirely. They maintain elite quality by using standardized, premium industrial components (like standard hydraulic seals and ZL104 aluminum) and executing strict in-house CNC machining. This cuts reliance on expensive outsourced parts while upholding rigid ISO 9001 quality control standards.
Q3: Can top butt fusion machine manufacturers customize equipment for specific local voltages or unique pipe standards (SDR ratings)?
Yes, direct manufacturers specialize in customization. They can tailor electrical systems for 110V, 220V (two-phase), or heavy-duty 380V (three-phase) configurations to perfectly match your local site power. Factories also pipe fusion welding machine bespoke aluminum die-cast reducer inserts to handle non-standard pipe outer diameters or equalize wall thicknesses when you need to weld varying SDR series pipes.
Q4: What standard warranty terms should pipeline contractors expect from a direct manufacturer?
Contractors should demand a comprehensive 1-year warranty that covers free replacement of parts for any non-human-induced damage. After year one, top manufacturers step up with lifetime maintenance support. Post-warranty, they typically provide replacement parts at raw material cost, waiving all labor and administrative fees to keep your long-term equipment operation highly cost-effective.
Q5: Do factories provide calibration certificates for data logging and CNC butt fusion machines?
Absolutely. Top manufacturers issue detailed calibration protocols and certificates for both heating plate temperature sensors and hydraulic pressure control systems. This documentation is non-negotiable for verifying that your CNC data logging systems (which store up to 1,000 welds) are accurately recording parameters compliant with ISO 21307 and DVS 2207-1 standards for municipal audits.
Conclusion
Selecting the right pipeline welding equipment demands a strategic balance. You need to secure a competitive hdpe butt fusion machine factory price while demanding absolute compliance with ISO 21307 and DVS 2207 standards. Source directly from a top-tier manufacturer, and you bypass costly distributor markups, kill supply chain delays, and unlock highly engineered butt fusion welding machinery custom-built for your specific trench environments.
Whether you are fusing DN63 municipal water lines with a portable manual unit or executing high-stakes DN1000 natural gas tie-ins using advanced CNC automated systems, equipment quality dictates your project’s success. Partnering with a verified butt fusion machine factory guarantees you receive butt fusion machinery backed by 24-hour pressure testing, premium PTFE-coated heating plates, and lifetime OEM technical support.
Stop compromising your infrastructure budgets with substandard retail equipment. Contact Ekberg Welding today for a customized technical consultation, detailed pipe fusion welding machine specifications, and a direct factory quote to secure the most reliable fusion equipment for your next major pipeline project.