Best Butt Fusion Machine for HDPE Pipe Welding Solution
Table of Contents
Introduction
In high-pressure gas and water infrastructure, a fusion pressure variance of just ±0.01 MPa isn’t a statistic—it is the difference between a secure joint and a catastrophic failure. While manual fusion relies heavily on the operator’s “feel” and reaction time, automatic butt fusion machines utilize closed-loop hydraulic controls to execute ISO 21307 parameters with mathematical precision. This is the single most effective defense against joint failure in pipelines DN630 and larger.
This guide breaks down critical butt fusion machine specifications, the economic reality of different automation levels, welding parameter standards, and the ROI calculations contractors need to consider. By the end, you will have a clear, engineering-grade framework to select the right equipment for your specific project requirements—helping you avoid specification mistakes that lead to costly project delays.

Evolution of Technology: From Manual to Automatic Butt Fusion Machines
Moving from manual hydraulic units to fully automated CNC systems marks a fundamental shift in how we build pipelines. In critical sectors like high-pressure gas distribution (up to 10 bar) or mining slurry lines, there is simply no margin for error.
Compare Hydraulic vs. CNC Automatic Butt Fusion Machines
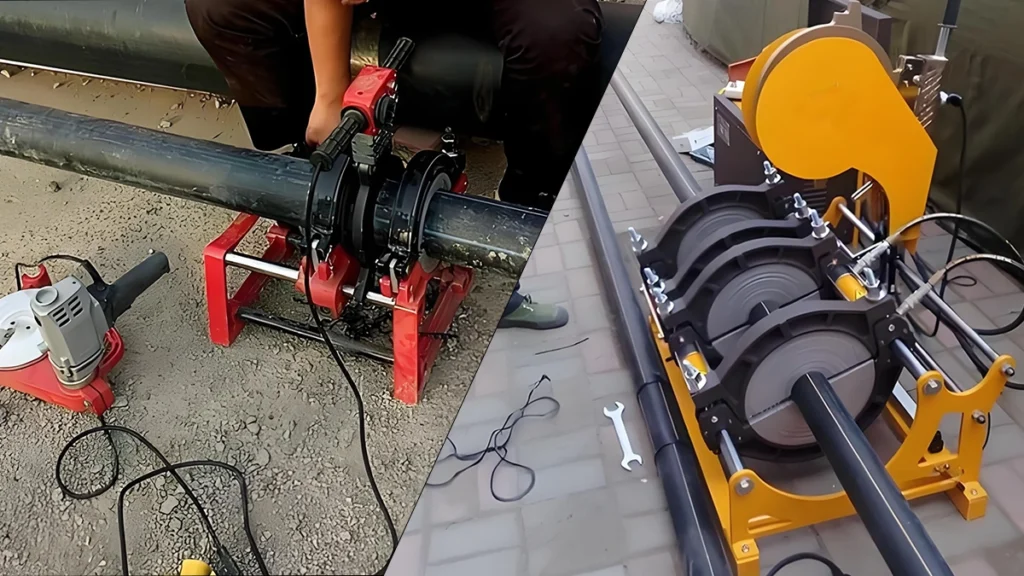
The real difference between semi-automatic and CNC (Computer Numerical Control) systems is the control loop. With a standard hydraulic semi-automatic butt fusion machine, the operator is the variable. They manually actuate the hydraulic lever to hit drag and fusion pressures while reading an analog gauge. This introduces human inconsistency, particularly during the critical changeover phase or holding steady pressure during a long cooling cycle.
Conversely, an automatic HDPE pipe welding machine uses a transducer and a PLC (Programmable Logic Controller) to take over. The operator simply inputs the pipe data (e.g., DN450, SDR 11, PE100), and the butt fusion machine calculates the required force. The hydraulic system then self-regulates, automatically compensating for drag and potential leaks. Research suggests CNC systems cut pressure deviations by over 85% compared to manual operation, keeping interfacial pressure strictly within the 0.15–0.52 MPa range demanded by international standards.
The Role of Data Logging in Modern Pipeline Construction
Traceability isn’t just a “nice-to-have” anymore; for municipal utility projects, it’s mandatory. Modern automatic butt fusion machines come with integrated data loggers that record every heartbeat of the welding cycle—bead up, heat soak, changeover, and cooling. This data is stored in full compliance with ISO 12176-3.
For a project manager, this generates a digital “birth certificate” for every joint, capturing operator ID, date, ambient temperature, and specific pressure/time graphs. If a joint fails five years down the line, the utility company can audit that specific weld data to see if the failure resulted from butt fusion welding machine malfunction, operator error, or environmental factors. You simply cannot get this level of accountability with manual butt fusion machines that lack digital interfaces.
Compliance with International Standards (ISO 21307, DVS 2207)
Compliance is physics, not just paperwork. ISO 21307 defines “Single High Pressure” (SHP) parameters—usually 0.52 MPa ± 0.1 MPa. These parameters allow for significantly faster cooling times than the traditional DVS 2207 “Low Pressure” standard (approx. 0.15 MPa).
Automatic butt fusion machines come pre-loaded with these standards. This prevents an operator from accidentally applying DVS cooling times to a high-pressure weld, or vice versa. The butt fusion welding machine forces compliance. Take the changeover phase (removing the heater): ISO 21307 dictates a maximum time based on diameter (e.g., <10 seconds for DN315). If the operator is too slow, the automatic machine triggers an alarm or voids the weld record, preventing the formation of dangerous “cold joints.”
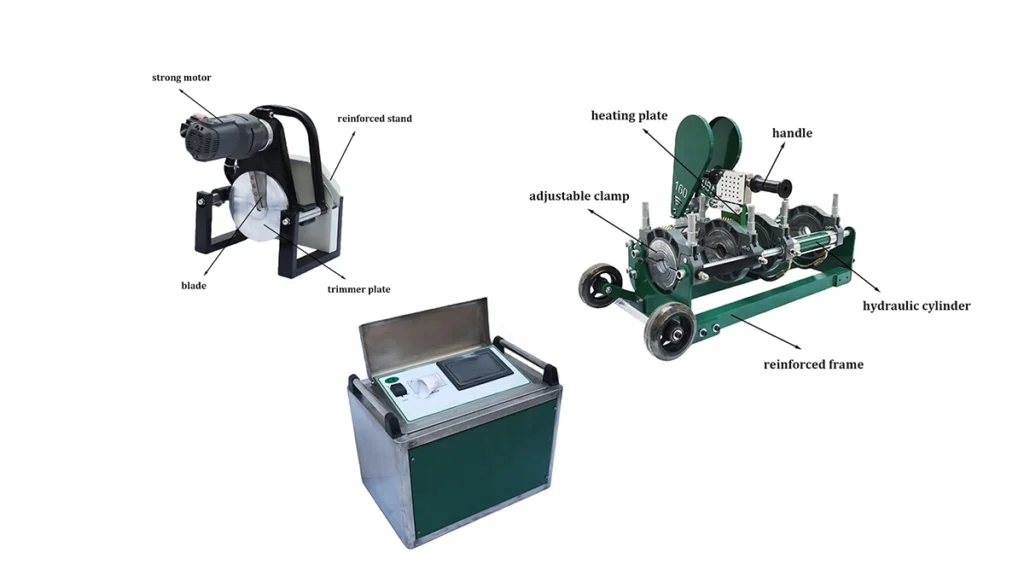
Critical Components: Heating Plates, Facers, and Hydraulic Units
The reliability of an automatic HDPE pipe welding machine hinges on three mechanical subsystems:
1. Heating Plate: Ekberg butt fusion machines use industrial-grade PTFE (Polytetrafluoroethylene) coatings capable of withstanding 300°C. Crucially, the temperature control system must keep the entire plate surface uniform, with a deviation of ≤ ±3°C. Uneven heating is a primary cause of brittle joints.
2. Facer (Milling Unit): High-torque electric motors (1.0 kW to 2.5 kW depending on size) drive double-edged tool steel blades. The objective is a continuous ribbon of polyethylene, proving the pipe ends are perfectly parallel.
3. Hydraulic Unit: This is the heart of the system. It needs a high-volume pump for rapid carriage movement and a high-precision valve for holding pressure. The system must maintain pressure for hours during the cooling phase of thick-walled pipes (like SDR 7.4) without dropping below the setpoint.
Factors Affecting Butt Fusion Machine Prices
Buyers often see a massive range in quotes. Understanding the factors affecting automatic hdpe pipe welding machine prices is the only way to validate whether a low price is a bargain or a compromised specification.
Impact of Machine Size and Welding Range (160mm to 1600mm)
Physical scale drives base cost. A butt fusion machine built for DN160–DN315mm has a much smaller chassis, smaller hydraulic cylinders, and less heating element surface area than a beast built for DN1000–DN1600mm.
For large-diameter butt fusion machines (above DN1000), the frame needs heavy-gauge steel reinforcement to stop it from flexing under immense fusion forces (often exceeding 100 bar of hydraulic pressure). This manufacturing complexity creates a non-linear price curve; a 1200mm hydraulic butt fusion machine isn’t just double the price of a DN630—it can be triple due to the specialized components and logistics needed to handle the weight.
Automation Level and Control Systems Cost Analysis
The control architecture is a major cost driver.
- Level 1 (Manual): Analog gauges, manual levers. Lowest cost.
- Level 2 (Data Logger Ready): Manual hydraulics with sensors added for recording. Moderate cost.
- Level 3 (Fully Automatic CNC): PLC, touch screen, automated hydraulic valves, RFID operator scanners.
Jumping to Level 3 involves expensive electronic components (often sourced from Siemens or Delta) and software development. However, contractors often recoup this cost by avoiding a single failed joint repair, which can easily run upwards of $15,000 in excavation and labor fees.
Understanding the Current Automatic Pipe Welding Machine Price List
When asking for a current automatic butt fusion machine price list, scrutinize the “Scope of Supply.” A low quote might be for the “Bare Machine,” covering only the chassis and hydraulics.
A “Complete Set” quote should include:
- Basic machine body (chassis).
- Hydraulic unit (power pack).
- Heating plate and milling cutter.
- Support basket (for heater/facer).
- Full set of aluminum inserts/liners: For a 315mm hydraulic butt fusion machine, this must include inserts for 160, 180, 200, 225, 250, and 280mm.
- Data logging software/hardware.
- Tool kit and spare blades.
Missing inserts alone can add 15-20% to your post-purchase cost if you don’t negotiate them upfront.
Hidden Costs: Spare Parts, Maintenance, and Calibration
Total Cost of Ownership (TCO) is frequently overlooked. Automatic butt fusion welding machines rely on pressure sensors and temperature probes that need periodic calibration (typically annually) to stay ISO compliant.
Furthermore, proprietary “black box” electronics from some Western manufacturers can be incredibly expensive to replace once the warranty expires. Ekberg prioritizes a modular design where individual sensors or relays can be swapped out without replacing the entire motherboard, significantly lowering maintenance costs over a 5-year lifecycle.
Strategic Selection: How to Choose the Best Butt Fusion Machine
Selecting the right butt fusion machine requires balancing technical capability with project logistics.
Assessing Project Requirements: Trench, Workshop, or High-Pressure Lines
- In-Trench Applications: For urban water renewal projects where space is at a premium, the butt fusion welding machine needs a compact footprint and the ability to remove the outer fixed jaw (3-jaw operation) to weld fittings in tight spots. Weight is critical here.
- Workshop Fabrication: If the butt fusion machine is stationary in a pre-fab shop making spools, weight doesn’t matter. Prioritize robust frames and high-speed hydraulic pumps to maximize throughput.
- High-Pressure Gas: Only fully automatic CNC butt fusion machines should be on the table to eliminate operator error liabilities.
Evaluating Ready to Ship Automatic Pipe Welding Machine Cost vs. Custom Orders
Project timelines often dictate procurement strategy. The ready to ship automatic hdpe pipe welding machine cost may be slightly higher due to warehousing expenses, but it eliminates the 4-6 week lead time associated with manufacturing.
However, custom orders allow for specific voltage configurations (e.g., 415V 3-phase vs. 220V single phase) and color-coding to match company branding. For urgent projects, Ekberg maintains a stock of standard SHBD series models (160mm–630mm) configured for global 220V/50Hz standards to facilitate immediate dispatch.
ROI Calculation: Machine Efficiency vs. Labor Costs
An automatic pipe butt welder generally commands a 30-50% price premium over a manual unit. To calculate ROI, look at the cycle time.
- Manual Butt Fusion Machine: The operator is stuck monitoring pressure gauges during the cooling phase (often 20+ minutes for large pipes), preventing them from prepping the next joint.
- Automatic Butt Fusion Machine: Once the cooling phase begins, the machine locks the pressure. The operator is free to prepare the next section of pipe or perform site safety checks.
If an automatic butt fusion machine saves just 15 minutes of labor per joint, and a crew welds 10 joints a day, that is 2.5 hours of labor saved daily. Over a 6-month project, the efficiency gains alone pay for the automation upgrade.
Material Compatibility Checklist (HDPE, PP, PVDF)
Different thermoplastics require distinct welding parameters.
- HDPE (PE100): 210°C ± 10°C.
- PP (Polypropylene): 205°C – 220°C (lower pressure requirements).
- PVDF: 230°C – 250°C (very sensitive to contamination).
Ensure the machine’s software library includes pre-set profiles for these materials. Ekberg CNC automatic butt fusion machines allow operators to select the material from a dropdown menu, automatically adjusting the heating plate temperature targets and pressure limits.
Operational Excellence: Step-by-Step HDPE Welding Procedures
Even the best butt fusion machine requires correct operation to function correctly.
Preparation and Facing: Ensuring Zero Gaps
The most common cause of joint failure is poor preparation. Pipe ends must be cleaned of all dirt and oil before facing. Engage the milling unit and plane the pipe ends until a continuous ribbon of plastic is produced from both sides.
- Standard: After facing, bring the pipe ends together. The maximum allowable gap is 0.3mm for pipes < DN400 and 0.5mm for larger diameters. If the gap exceeds this, the pipe is misaligned, and the weld will fail stress tests.
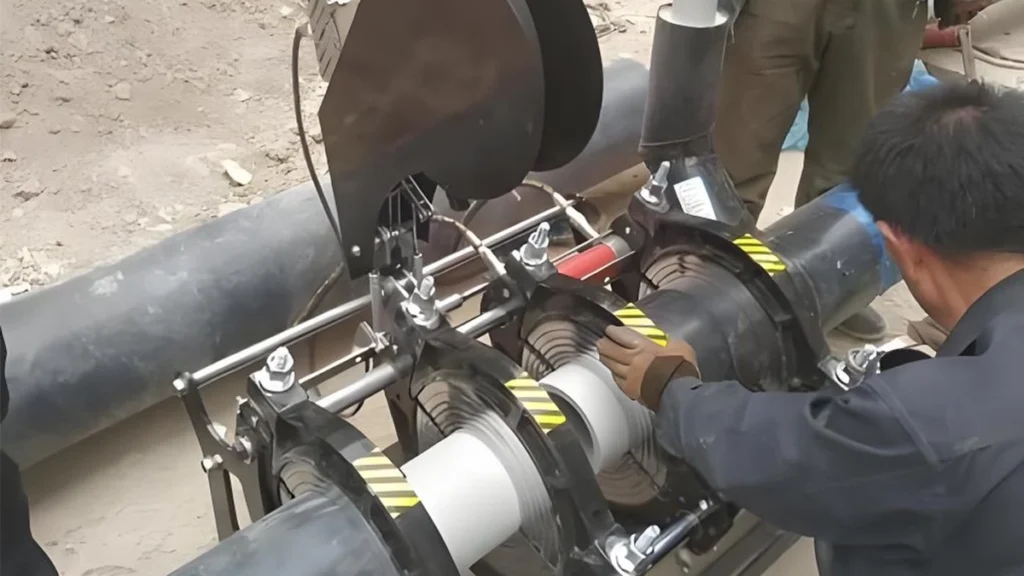
The Fusion Cycle: Bead Up, Heat Soak, and Cooling Phases
1. Bead Up: Press pipe ends against the heater at high pressure until a bead forms around the circumference (approx. 2mm height for DN315).
2. Heat Soak: Drop pressure to near zero (drag only). This allows heat to penetrate the pipe wall. Formula: Approx 10 seconds per millimeter of wall thickness.
3. Changeover: Remove the heater. This must be fast. ISO 21307 requires <10 seconds for mid-sized pipes.
4. Ramp Up & Cooling: Smoothly increase pressure to the fusion standard (e.g., 0.15 MPa or 0.52 MPa). Hold this pressure until the core temperature drops to ambient levels.
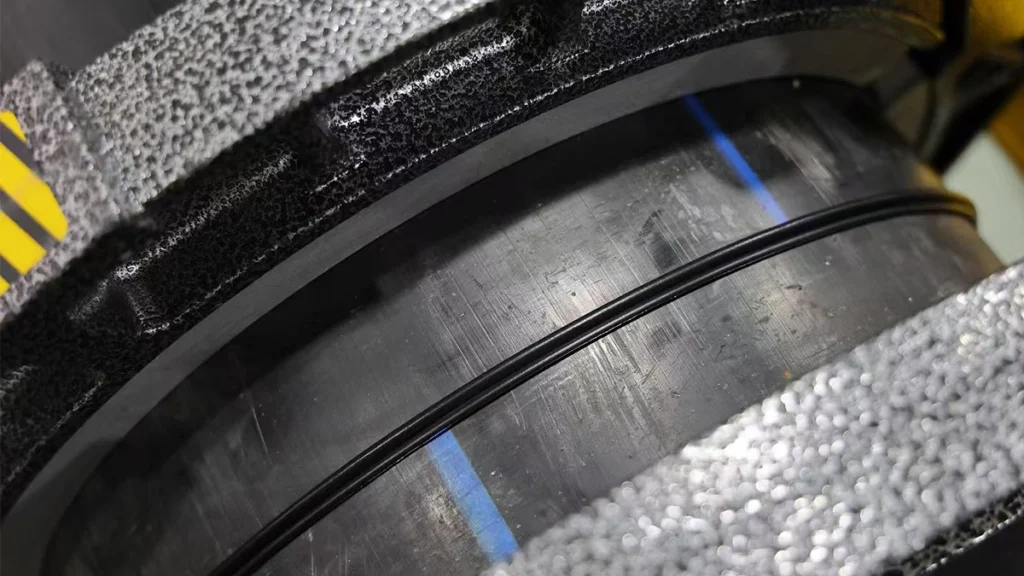
Troubleshooting Common Welding Defects
- Concave Melt Bead: Usually caused by excessive pressure during the cooling phase or overheating. The molten material is squeezed out, leaving a weak interface.
- Cold Joint: The interface looks grainy or brittle. This happens when the changeover time is too slow (surface cooled before contact) or the heat soak time was insufficient.
- Misalignment: Steps between pipe ends >10% of wall thickness create stress concentrators. Automatic butt fusion machines cannot fix this; it requires physical adjustment of the chassis clamps.
Safety Protocols for Operating Hydraulic Butt Fusion Equipment
High-amperage heating plates and high-pressure hydraulics pose real risks.
- Electrical: Ensure the generator is grounded. A 630mm hydraulic butt fusion machine heater draws significant current; loose connections can cause arcing.
- Hydraulic: Never inspect hoses for leaks with bare hands while the system is pressurized. Fluid injection injuries are medical emergencies.
- Pinch Points: The carriage moves with tons of force. Keep hands clear of the chassis during the fusion cycle.
Ekberg Manufacturing Capability, Quality Control & Global Logistics
Purchasing factory-direct requires confidence in the manufacturer’s QA processes.
Factory Testing: Hydraulic Pressure Stability and Temp Uniformity
Before any Ekberg butt fusion welding machine leaves the factory, it undergoes a rigorous 24-hour pressure holding test. The hydraulic system is pressurized to its maximum rating (e.g., 6.3 MPa) and left overnight. Any pressure drop indicates a micro-leak in the seals or valves. Additionally, thermal imaging cameras verify that the heating plate maintains temperature uniformity within ±3°C across the entire surface area.
Cost of Automatic HDPE Pipe Welding Machine with Delivery and Logistics
Shipping heavy machinery impacts the total landed cost. A DN1200 HDPE pipe welding machine can weigh over 3,000 kg and occupy significant cubic meters (CBM).
- Packaging: Ekberg uses reinforced plywood crates with steel banding and moisture barriers to prevent corrosion during ocean transit.
- Logistics: We calculate the optimal container loading plan to minimize “dead air” shipping costs. The cost of automatic pipe welding machine with delivery is calculated based on current freight rates, but our logistics team works to secure the most efficient route to your port.
Global Technical Support and Warranty Coverage
We support our butt fusion machines globally. Our CNC systems feature remote diagnostic capabilities. If a machine throws an error code in Brazil, our technicians in the factory can analyze the data log file to identify if it’s a sensor fault or a software issue. Standard warranty covers structural and hydraulic components for 12 months, with spare parts available for immediate air freight.

Frequently Asked Questions
Q1: What is the main difference between a manual and an automatic pipe welding machine?
The core difference is the control system. Manual butt fusion machines rely on the operator to adjust hydraulic levers and time the cooling phase, which introduces human error. An automatic pipe welding machine uses a PLC and transducers to control pressure, temperature, and time automatically according to pre-set standards (like ISO 21307), ensuring consistent, traceable, and compliant welds.
Q2: How do I get a current automatic HDPE pipe welding machine price list for large diameter models?
Because raw material costs (steel, copper) and exchange rates fluctuate, we recommend contacting Ekberg directly for accurate pricing. We can provide a current automatic pipe welding machine price list that breaks down tiered pricing for base models versus complete sets with all inserts and data logging capabilities included.
Q3: What factors most significantly affect the final ready-to-ship cost?
Butt fusion machine size (welding range) is the biggest factor, as larger machines require significantly more steel and hydraulic capacity. Additionally, the level of automation (CNC vs. Semi-Auto) and the inclusion of optional accessories like data loggers, stub end holders, and electric cranes significantly influence the final ready to ship automatic pipe welding machine cost.
Q4: Can Ekberg machines handle both high-pressure gas and standard water pipes?
Yes. Ekberg pipe butt welders are compatible with PE80, PE100, and PE100-RC materials used in both gas and water applications. The CNC software allows the operator to select the specific application and standard (e.g., ISO 21307 High Pressure for gas), and the butt fusion machine adjusts the fusion pressure and cooling times accordingly to ensure safety and integrity.
Q5: How often does an automatic fusion machine require calibration and maintenance?
To maintain ISO compliance, pressure sensors and temperature probes should be calibrated annually. Hydraulic oil should be changed every 6-12 months depending on usage intensity. Regular maintenance includes checking the PTFE coating on the heater for scratches and ensuring the facing tool blades are sharp. Ekberg provides detailed maintenance schedules with every unit.
Conclusion
Choosing the right automatic butt fusion machine is a strategic decision that impacts the speed, safety, and profitability of your pipeline projects. Whether you prioritize the speed of ISO 21307 high-pressure fusion or the traceability of fully automated data logging, the equipment you select must deliver consistent results in harsh field conditions. By understanding the factors affecting prices and the technical requirements of your specific application, you can secure the best value for your investment.
Don’t leave your pipeline integrity to chance. Contact Ekberg Welding today for a technical consultation and a competitive, factory-direct quote tailored to your next project’s specifications.