Find a Trusted China Butt Fusion Welding Machine Factory
Table of Contents
Teaming up with a verified china butt fusion welding machine factory transforms your procurement strategy. When you source equipment that reliably holds 220°C heating temperatures and maintains 0.2 MPa fusion pressure, pipeline joint failure rates plummet to near zero. You also slash capital expenditures by up to 50%. But make a misstep in supplier selection, and you risk catastrophic leaks—not to mention crippling project delays on critical DN400 high-pressure water mains.
This guide breaks down the exact technical specifications you need for flawless HDPE pipe fusion welding. We cover crucial ISO 21307 and DVS 2207 compliance parameters. You’ll learn how to evaluate machinery across different project scales, benchmark hydraulic stability, and calculate total cost of ownership (TCO).
Procurement managers, take note. By the time you finish reading, you will have a solid, data-backed framework to audit manufacturers. Sourcing the right equipment for DN40–DN2600 HDPE Pipe projects doesn’t have to be a gamble. You can confidently bypass middleman markups and still secure the exacting precision global pipeline infrastructure demands.

Why Source from a Top China Butt Fusion Machine Factory?
Research the cost advantages of buying direct from china butt fusion factory (analyze ROI vs local distributors)
Infrastructure budgets are tighter than ever. Procurement managers have to stretch capital expenditure without sacrificing a single ounce of pipeline integrity. Buying direct from a china butt fusion factory solves this problem by stripping away the bloated markups local distributors and third-party import agents tack on. Look at the market data. Domestic Chinese manufacturers now command over 30% of the global market share. Their strategy? Aggressive, high-value pricing that routinely delivers 30% to 50% savings compared to legacy Western brands.
Dropping your initial buy-in cost dramatically speeds up your project’s Return on Investment (ROI). Think about the output. A standard hydraulic butt fusion machine knocks out 20 to 40 joints daily, depending on pipe diameter, site conditions, and cooling times. Cut the equipment cost in half, and contractors hit profitability on their machinery within the first few kilometers of pipe laid.
Lower capital costs also mean you can scale your fleet aggressively. Why buy one exorbitant unit when you can secure multiple butt fusion welding machines for simultaneous deployment? Spreading your equipment across various municipal or industrial sites accelerates project completion times and slashes labor overhead. That is the real financial power of direct sourcing.
Detail technological advancements in Chinese manufacturing
The old myth that imported machinery lacks sophistication? Toss it out. Today, a top china butt fusion machine factory operates at the bleeding edge of industrial manufacturing. They rely heavily on Computer Numerical Control (CNC) machining to craft frames, clamps, and milling cutters with micrometer accuracy. This structural precision guarantees pipe misalignment stays well within the rigid tolerances international standards demand—usually less than 10% of the pipe wall thickness.
Hydraulic control systems have undergone massive overhauls as well. Modern units pack closed-loop Proportional-Integral-Derivative (PID) controllers that lock in exact fusion pressures during the make-or-break cooling phase. These advanced setups automatically calculate and apply drag pressure compensation. They adjust hydraulic force on the fly to conquer pipe friction. The result is a constant interfacial pressure that completely prevents weak, brittle welds.
Automation isn’t just a premium upgrade anymore; it’s the baseline. Programmable Logic Controllers (PLC) run the entire fusion cycle. They automatically sequence the heating, changeover, and cooling phases. Zero human intervention means zero operator error. Every single joint hits the exact parameters the pipe manufacturer dictates. For high-liability jobs like natural gas distribution networks, this level of control is non-negotiable.
Address and overcome common international sourcing objections
International buyers naturally worry about shipping heavy industrial gear across the globe. An established manufacturer, however, neutralizes these risks with rock-solid export protocols. Take a massive 1000mm hydraulic butt fusion machine weighing over 2600 kg. Factories secure these behemoths in reinforced plywood cases measuring 2200x1800x1700mm. These heavy-duty packaging standards shield sensitive hydraulic and electrical parts from moisture and mechanical shock during rough ocean transit.
Then there’s the question of warranty validity and after-sales support. Reputable factories don’t leave you hanging. They provide comprehensive 12-to-18 month warranties backed by lifetime maintenance support. If a component fails during the warranty period—barring human-induced damage—they replace it for free. International contractors shouldn’t have to shoulder the financial burden of premature part failure, and top manufacturers ensure they don’t.
Spare parts availability runs through streamlined international dispatch protocols. Once the warranty expires, buyers pay only raw material costs for replacements. This setup practically eliminates long-term maintenance bloat. Thanks to expedited global shipping, you can get critical items like PTFE-coated heating plates or hydraulic seals dispatched immediately. Worksite downtime shrinks, and your pipeline installations stay right on schedule.
Types of Butt Fusion Machines Available for Direct Purchase
Compare manual vs. hydraulic butt fusion machines for different project scales
Nailing down the right propulsion method is your first specification hurdle. Manual butt fusion machines target smaller applications, generally handling diameters up to DN250. Operators use physical leverage to generate fusion pressure. Sure, they are highly portable and budget-friendly for indoor plumbing or quick agricultural fixes. But they simply cannot deliver the sustained pressure control thick-walled municipal infrastructure demands.
For medium to large-scale jobs, hydraulic butt fusion machines are absolute must-haves. Driven by an integrated hydraulic station, these units pump out consistent, measurable pressure. Standard models range from 0–6.3 MPa, while heavy-duty large-diameter units (710–1000mm) push up to 16–18 MPa. You need this immense hydraulic force to hit strict welding pressure standards. For example, DN110–315 HDPE pipes require exactly 0.15 to 0.25 MPa of interfacial pressure throughout the fusion and cooling phases.
Stepping up to hydraulic power also lets your crew handle vastly heavier pipes. Trying to wrestle a DN630 SDR 11 HDPE pipe into place takes serious mechanical muscle. Hydraulic butt fusion welding machines utilize rugged clamping cylinders that drive the pipe ends together and lock them rigidly in place. This prevents the microscopic movements during the cooling cycle that otherwise wreck the polyethylene’s molecular bond.

Research CNC / automatic butt fusion machines and data logging capabilities required for gas pipeline compliance
Natural gas distribution and high-pressure chemical transport play by a different set of rules. Here, standard hydraulic pipe welding machines often fall short of regulatory demands. CNC (Computer Numerical Control) automatic butt fusion machines step in to meet the uncompromising documentation and zero-leakage mandates of these high-stakes industries. By removing the operator from the parameter-setting process, these machines rely on pre-programmed material databases to execute flawless welds.
Data logging stands out as the most vital feature of CNC automatic butt fusion welding machines. Gas pipeline inspectors demand bulletproof evidence that every single joint meets DVS 2207 or ISO 21307 standards. Automatic units record the exact temperature, pressure, and duration of every phase: bead-up, heating, changeover, fusion, and cooling. The system stores this data locally, allowing you to export it via USB or beam it directly to the cloud for enterprise-level oversight.
Advanced automated units take it a step further by integrating Beidou or GPS positioning systems. They tag every weld record with pinpoint geographic coordinates and log the authorized operator’s ID via magnetic card swipe. If a pipeline segment fails a hydrostatic pressure test down the road, engineers can instantly pull the exact welding data for that specific GPS location. Fault diagnosis becomes rapid, and liability assignment becomes crystal clear.
Find Ekberg product line capabilities covering pipe sizes from DN40 up to DN2600
A serious China butt fusion welding machine factory has to offer a product matrix that spans the entire pipeline engineering spectrum. The Ekberg product line does exactly that. It supports everything from tiny indoor conduits to sprawling municipal water mains, covering pipe sizes from a modest DN40 all the way up to a massive DN1600.
For everyday utility work, the 250 model tackles the highly common 63mm to 250mm range. It runs efficiently on standard 220V, 50Hz power. Scaling up, the 450mm, 630mm, and 800mm series manage mid-to-large distribution networks (180-450mm, 315-630mm, and 450-800mm). These mid-range workhorses strike a perfect balance between portability and the raw hydraulic power needed for SDR 11 and SDR 9 thick-walled pipes.
Major infrastructure projects—think desalination plant intakes or bulk water transmission—require large-scale hydraulic butt fusion welding machines. Models built for the 630mm to 1000mm range run on 380V three-phase power. They pull up to 24.5 kW to power massive heating plates and 1.5 kW high-torque facer motors. Crucially, these heavy-duty frames feature a 45° inclined design. This smart architectural tweak lowers the loading height, making it far safer and faster for rigging crews to handle multi-ton pipe segments.
Detail the technical specifications of core components
A butt fusion machine is only as reliable as the metallurgical and electrical quality of its core components. The heating plate is the star of the show. Premium hdpe fusion machines use ZL104 standard aluminum alloy for these plates because of its rapid, uniform thermal conductivity. Manufacturers then coat the plates with industrial-grade PTFE (Polytetrafluoroethylene). This prevents molten polyethylene from sticking to the metal and ruining the weld interface.
Heating plate temperature control has to be dead-on. While the maximum operational temperature usually hits 270°C, standard HDPE requires 210°C to 230°C. Stability here is everything. High-end components hold a ±3°C error margin for massive 630-1000mm models, and <±7°C for mid-range units. Pinpoint accuracy guarantees compliance with the strict formulas dictating heating time (for instance, 10 × wall thickness in seconds).
Next up is the milling cutter, or facer, which preps perfectly parallel pipe ends. High-torque electric motors drive these cutters—1.5 kW for the D450, scaling up to 3.0 kW for 1000mm units. They use double-edged, premium tool steel inserts. These reversible blades shave off continuous ribbons of plastic, ensuring absolute zero gaps when the pipe ends meet. Hardwired safety limit switches in the facer mounts prevent accidental motor start-ups during insertion or removal.
| Feature / Specification | Manual Machine | Standard Hydraulic | CNC Automatic |
|---|---|---|---|
| Typical Diameter Range | DN40 – DN250 | DN40 – DN2600+ | DN63 – DN630 |
| Pressure Generation | Mechanical Leverage | 0–18 MPa Hydraulic | 0–16 MPa Closed-Loop |
| Data Logging | None | Optional Add-on | Integrated GPS/Beidou |
| Best Application | Indoor, Low-Pressure | Water Mains, Mining | Natural Gas, High-Liability |
Buyer’s Checklist: Essential Selection Criteria for Machine Audits
Assess structural integrity: Compare frame materials and clamping strength for pipe alignment
Structural integrity dictates whether your equipment survives the field. When auditing butt fusion welding machines, always verify the frame material. Top-tier units utilize ZL104 standard aluminum alloy for both the main chassis and the clamps. It delivers the immense tensile strength needed to handle high hydraulic forces while staying light enough for crews to position on-site. Watch out for cheaper alternatives built from heavy cast steel. They rust quickly in wet trenches and are notoriously difficult for operators to maneuver.
Clamping strength is your next vital metric. The butt fusion welding machine must feature a four-clamp sleeve structure that grips the pipe fiercely without gouging the surface. You need this setup to correct pipe ovality—a headache you will frequently encounter with large-diameter coiled or stacked HDPE. The clamps have to exert enough radial force to squeeze the pipe back into a perfect cylinder, ensuring uniform wall alignment before the facing process even begins.
Frame geometry also plays a huge role in operational efficiency. For plastic pipe welding machines processing pipe diameters over DN630, a 45° inclined frame design is highly recommended. Lowering the center of gravity reduces the lifting height excavators or cranes need to load heavy pipe segments. This simple design choice directly boosts worksite safety and accelerates cycle times.

Evaluate hydraulic system reliability: List specific pump and valve specifications required for stable pressure holding
The hydraulic station acts as the beating heart of the butt fusion process. You must audit its ability to hold stable pressure throughout the grueling cooling phase. For thick-walled HDPE pipes (≥ 18 mm), the cooling time formula (0.015 × en² − 0.47 × en + 20 minutes) often demands 45 minutes or more of sustained clamping force. If internal valves leak, pressure drops. The molecular bond weakens, and that joint will inevitably fail under operational stress.
To stop this, the hydraulic system needs top-tier gear pumps and precision directional control valves. While specific OEM brands will vary, the system has to guarantee zero pressure bleed-off when the pump motor disengages. It should effortlessly hit and hold its upper design limits—whether that means 6.3 MPa for standard units or a punishing 18 MPa for heavy-duty applications.
Field reliability also comes down to the connection hardware. The hydraulic hoses linking the station to the frame must use flat-type quick connectors. Traditional poppet-style fittings let dirt, mud, and water slip into the hydraulic fluid during trench coupling. Flat-face connectors block this contamination. Keep in mind that dirty hydraulic fluid will chew through internal pump seals and valve spools in record time.
Define heating and electrical requirements: Find temperature stability standards
Electrical stability dictates the thermodynamic performance of your heating plate. When you audit a hdpe welding machine, demand hard proof of temperature accuracy. The digital controller must maintain a variance of strictly <±7°C (ideally ±3°C for massive plates) at the target 200-230°C range for HDPE. If temperature fluctuations swing past 10°C, you immediately violate DVS 2207 standards. Run too hot, and the polymer thermally degrades. Run too cold, and you get a weak cold-weld.
You also need to match power requirements to the field generators your contractors actually use. Small to medium units (up to 250mm) generally run on adaptable single-phase 220V, 50Hz power. Large-diameter butt fusion welding machines (1000mm-2600mm), however, demand serious three-phase 380V, 50Hz power supplies.
Always calculate the total power draw to size your generators correctly. A 1000mm hydraulic butt fusion machine pulls roughly 23.5 kW total (17.5 kW for the massive heating plate, 3.0 kW for the milling cutter, and 3.0 kW for the hydraulic station). Bring an undersized field generator, and you will suffer voltage drops. The heating plate will struggle to recover its temperature after exposure to cold ambient air, dragging out the heating cycle and putting weld quality at severe risk.
Compare china butt fusion machine factory price tiers against total cost of ownership (TCO)
Judging a china butt fusion machine factory price means looking way past the initial proforma invoice. You have to calculate the Total Cost of Ownership (TCO) across a standard 5-year project lifecycle. Yes, the upfront capital expenditure sits 30% to 50% lower than Western equivalents. But the real financial leverage reveals itself during the operational and maintenance phases.
Routine maintenance and calibration roll around every 12 months or every 2,000 weld interfaces. When you buy direct, replacing consumables—like PTFE-coated heating plates, tool steel facer inserts, and hydraulic seals—costs only the raw material price. You completely sidestep inflated distributor retail markups, drastically shrinking your annual maintenance budget.
Don’t forget that machine downtime is a silent ROI killer. A machine that costs a fraction more upfront but packs closed-loop PLC controls and ZL104 aluminum construction will suffer far fewer breakdowns in brutal environments. Always weigh the initial price tier against the machine’s proven ability to crank out 20 to 40 joints a day without hydraulic hiccups or thermal drops.
Machine Audit Buyer Checklist:
- Heating Plate Coating: Verify the use of genuine industrial PTFE to prevent plastic adhesion.
- Frame Material: Confirm ZL104 standard aluminum alloy construction (avoid heavy, rust-prone cast steel).
- Temperature Accuracy: Ensure the digital controller maintains <±7°C variance at 220°C.
- Data Logging: For gas projects, mandate PLC closed-loop control and GPS/Beidou logging.
- Hydraulic Stability: Validate that the system can hold stable pressure for 45+ minutes without motor engagement.
- Connectors: Check for flat-type quick hydraulic connectors to prevent fluid contamination.
Manufacturing Excellence, Quality Control & Global Support
Document raw material inspection protocols and CNC machining precision
A trusted manufacturer never relies solely on post-production testing; they engineer quality right at the raw material stage. Incoming materials face brutal metallurgical inspections. Aluminum ingots slotted for frame casting undergo tensile strength and porosity tests to guarantee they hit ZL104 standards. The tool steel reserved for milling cutter inserts is hardened and checked for edge retention. It has to shave miles of high-density polyethylene without losing its bite.
Once these materials pass the test, they move into the CNC machining phase. Here, the precision of clamps and reducing inserts is everything. If an insert leaves the lathe with even a few millimeters of radial deviation, you’ll get a high-low misalignment when joining pipe ends. CNC lathes and multi-axis milling butt fusion welding machines make sure every clamp and insert remains perfectly concentric, locking in uniform interfacial pressure throughout the welding cycle.
Describe the assembly line testing process: pressure holding tests and electrical safety checks
Before a single unit gets crated for export, it faces a punishing assembly line testing protocol dictated by ISO 9001 quality management standards. The hydraulic system endures severe pressure holding tests. Technicians crank the system to its absolute maximum rating (like 16 MPa) and watch the gauges like hawks over an extended period. Even a microscopic pressure drop flags a faulty seal or valve, triggering an immediate rebuild.
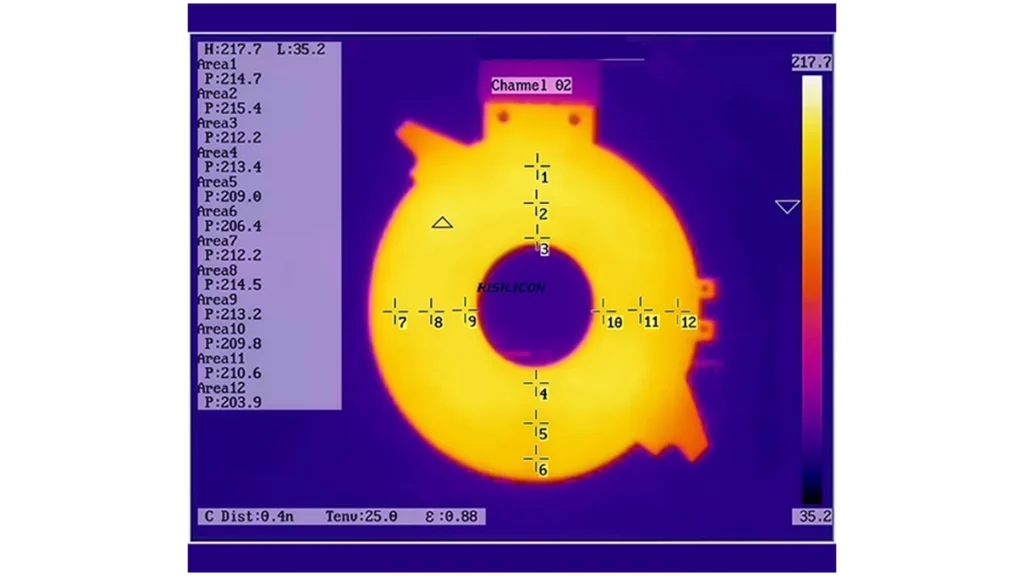
Electrical safety and thermal calibration face equally intense scrutiny. Technicians power up the heating plates and scan them with infrared thermal imaging. This verifies uniform heat distribution across the entire PTFE surface, proving there are absolutely no cold spots. Finally, the electrical chassis goes through high-voltage insulation testing to guarantee operator safety. Passing this is mandatory for securing the CE certifications needed to enter the European market.
Detail export packaging standards and logistics management
Sourcing equipment from a trusted butt fusion machine factory china demands flawless logistics to guarantee your gear arrives ready to work. You cannot ship heavy industrial equipment in flimsy standard crates. Top factories rely on custom-built, reinforced plywood cases engineered specifically for the abuses of maritime export. These cases are entirely fumigation-free and structurally sound enough to survive dynamic crane lifts and turbulent ocean freight.
Consider a complete 1000mm hydraulic butt fusion machine system. The factory breaks it down into modular components to optimize shipping volume, yet it still requires massive packaging (e.g., 2200x1800x1700mm for the main frame) with a gross weight hitting 2600 kg. Inside, technicians vacuum-seal components in moisture-barrier plastics. Heavy-duty strapping locks everything down, preventing internal shifting that could crush delicate hydraulic lines or shatter PLC screens.
Define post-sale support infrastructure: remote technical troubleshooting and spare parts dispatch
A manufacturer’s true value shows up after delivery. Elite factories run dedicated global support infrastructures to keep your projects moving. If a contractor hits a snag with a PLC controller out in the dirt, factory engineers jump on a video link for remote technical troubleshooting. They diagnose issues in real-time by reading the machine’s digital fault codes.
This remote lifeline is reinforced by ironclad 12-to-18-month warranty terms. If a manufacturing defect takes down a component, the replacement process triggers immediately. Because the factory owns the entire supply chain, rapid spare parts dispatch is a given. They air-freight critical items globally, ensuring a $100 faulty sensor never paralyzes a multi-million-dollar pipeline installation.
Application Scenarios Validating Factory Equipment Reliability
Municipal water distribution networks: Detail equipment requirements for high-pressure PE pipe
Municipal water authorities expect infrastructure to survive for generations without a single catastrophic burst. Upgrading bulk water transmission lines requires welding large-diameter, high-pressure PE pipes (like DN800 SDR 9). These jobs demand rigid adherence to ISO 21307 High-Pressure parameters, which call for elevated interfacial pressures during fusion to forge a denser, unbreakable molecular bond.
Equipment dropped into these scenarios needs massive hydraulic reserves. The butt fusion welding machines must effortlessly generate the high drag pressures required to haul hundreds of meters of heavy water main through a trench, all while holding the exact fusion pressure steady. The unyielding structural rigidity of ZL104 aluminum frames ensures these massive forces never warp the chassis, keeping pipe alignment flawless.
Natural gas pipelines: Explain the necessity of zero-leakage joints and DVS 2207 compliance
Natural gas distribution leaves absolutely zero margin for error. One compromised joint can trigger a catastrophic explosion. That is exactly why gas contractors lean exclusively on CNC automatic butt fusion machines that strictly comply with the German DVS 2207-1 standard for PE-HD heated tool welding.
In the gas sector, human error is systematically engineered out of the process. The HDPE fusion welding machine’s PLC reads ambient temperatures, calculates the precise heating time (for example, 45 seconds for a 4.5mm wall), and executes the changeover phase in milliseconds. Integrated GPS and data logging systems capture every single metric. This hands gas utility inspectors the cryptographic proof they need to confidently sign off on pipeline safety and integrity.

Mining and agricultural irrigation: Detail equipment ruggedness required in harsh terrain
Mining operations—like tailings disposal or slurry transport—and massive agricultural irrigation projects throw brutal environmental challenges at your gear. The terrain is uneven, deep in mud, and incredibly abrasive. Equipment out here doesn’t just need to be precise; it has to be practically indestructible.
Contractors operating in these sectors heavily favor butt fusion welding machines featuring a 45° inclined frame design. This layout stabilizes the plastic pipe welding machine on jagged ground and takes the headache out of loading thick-walled pipes. Flat-type quick hydraulic connectors are worth their weight in gold in these conditions, blocking abrasive mining dust and agricultural mud from infiltrating the hydraulic system. Finally, intense clamping force guarantees that even pipes warped by rough handling get muscled back into perfect concentricity before the weld begins.
Frequently Asked Questions
Q1: How do I verify if a china butt fusion welding machine factory is a genuine manufacturer and not a trading company?
Set up a live video tour of their production floor. You want to see CNC machining and assembly lines actively running. Demand to see their ISO 9001 quality management certificates and CE declarations of conformity. A true manufacturer possesses deep technical expertise regarding DVS 2207 standards and can customize hydraulic and electrical parameters. Trading companies, on the other hand, usually just hand you generic spec sheets.
Q2: What is the average lead time when I buy direct from china butt fusion machine factory?
For standard hydraulic butt fusion welding machines (like the DN110-315 range), factories typically carry inventory, meaning they can dispatch your order within 7 to 10 days. Custom builds, massive large-diameter machines (DN1000+), or CNC units needing specific language programming generally take 20 to 30 days to produce. Keep in mind that ocean freight transit will add another 3 to 6 weeks, depending on your destination port.
Q3: Are Chinese-manufactured butt fusion machines compliant with international ISO 21307 and DVS 2207 standards?
Absolutely. Top-tier equipment is purpose-built to hit these exact standards. Their digital controllers hold the strict temperature accuracy (<±7°C) that DVS 2207-1 demands. Furthermore, their hydraulic stations easily generate the elevated fusion pressures required to execute ISO 21307 High-Pressure welding parameters for thick-walled HDPE.
Q4: How do factory-direct prices compare to buying from local regional distributors?
Going direct cuts out importer margins, warehousing fees, and bloated local retail markups. Depending on the size and automation level of the butt fusion welding machine, buyers routinely pocket 30% to 50% in capital expenditure savings. This massive price difference often allows contractors to buy two butt fusion welding machines for the price of one Western-branded unit, skyrocketing worksite productivity.
Q5: Does the factory provide operational training and English manuals for international buyers?
Yes. Reputable factories supply highly detailed English operation manuals, complete with electrical schematics and hydraulic diagrams. They also offer step-by-step video tutorials that walk you through butt fusion welding machine setup, the facing process, and standard welding cycles. For advanced CNC automatic butt fusion machines, factory engineers will conduct remote video training to ensure your operators fully grasp the data logging and PLC interfaces.
Conclusion
Procuring heavy-duty pipeline equipment stands as one of the most critical financial and engineering decisions a contractor can make. As outlined in this guide, aligning with a premier china butt fusion welding machine factory grants you access to world-class technology. You get CNC precision, closed-loop hydraulic stability, and uncompromising ISO/DVS compliance—all at a fraction of the cost associated with legacy Western brands.
Real success, however, demands looking past the initial price tag. Procurement teams have to audit manufacturers using hard, measurable parameters. Demand ZL104 aluminum alloy construction. Verify temperature stability within ±3°C to ±7°C. Ensure the hydraulic system can hold pressure flawlessly through grueling 45-minute cooling cycles. Prioritizing these technical realities guarantees long-term durability and drives massive ROI.
It is time to stop overpaying for middleman markups and start building a more efficient pipeline fleet. Reach out to the engineering team at Ekberg Welding to request a customized factory-direct quote or to schedule a virtual factory tour. Our technical specialists are ready to consult with you on the exact equipment requirements for your next municipal or industrial project.