Training & Certification for Butt Fusion Machine Operators
Table of Contents
Introduction
Push a butt fusion machine past a 10% misalignment tolerance relative to the pipe wall thickness, and you are statistically guaranteeing a joint failure under standard hydrostatic pressure tests. In the high-stakes arena of pipeline infrastructure, relying solely on equipment quality isn’t enough. Industry data paints a stark picture: approximately 80% of HDPE pipe installation failures aren’t caused by bad resin or manufacturing defects. They are caused by human error and improper handling.
This guide explores the critical link between operator certification and the structural integrity of the joint. We will break down the curriculum requirements for ISO 21307 compliance, how to match butt fusion welding machine selection to operator skill levels, and the massive economic upside of eliminating rework. By the end, you will have a solid framework for specifying the right training protocols and equipment for DN63–DN2600 HDPE pipe projects—helping you avoid specification mistakes that drain budgets.

The Strategic Value of Certified Operators for Pipeline Projects
Mitigating Risk: The Correlation Between Training and Joint Failure Rates
The lifespan of a polyethylene (PE) pipeline hangs entirely on the quality of its fused joints. Modern HDPE materials like PE80 and PE100 might have a design life of over 50 years, but that longevity evaporates the moment an untrained operator engages the hydraulic system. Research consistently points to the operator, not the butt fusiom machine, as the weak link in up to 80% of joint failures. These aren’t mysterious accidents; they are usually specific errors like improper planing (facing), miscalculated pressures, or rushing the cooling times to boost daily output.
Without formal certification, operators often fall back on “rule of thumb” guesswork rather than engineering physics. For instance, neglecting drag pressure on a heavy DN630 pipe can leave the interfacial pressure 20-30% below standard. The result is a “cold joint”—it looks fine on the surface but will snap under operational stress. Formal training mitigates this risk by replacing guesswork with disciplined, physics-based procedures, turning general laborers into technical technicians who understand the material science they are working with.
Navigating Compliance: ISO 21307, DVS 2207, and ASTM F2620 Standards
Global infrastructure projects demand strict adherence to specific fusion standards, and operators need to know the difference. A frequent point of confusion in the field is distinguishing between Low-Pressure fusion (common in DVS 2207 and ISO 21307 Single Low) and High-Pressure fusion (ASTM F2620 and ISO 21307 Single High). The gap between parameters is massive: Low-pressure methods hover around 0.15–0.17 MPa, while high-pressure methods spike to 0.52 MPa.
An uncertified operator might try to force ASTM pressures using a hdpe pipe welding machine calibrated for DVS standards, which can wreck the equipment or overstress the pipe. Certification courses drill these distinctions into the crew, teaching them how to configure butt fusion machines to hit the specific compliance targets of the job site. This knowledge is non-negotiable for passing third-party audits, where inspectors will verify that the machine’s data log matches the project engineer’s mandated standard.
Safety First: Handling High-Pressure Hydraulic Systems and 200°C+ Heaters
Beyond the pipe itself, operator safety is the primary argument for certification. Butt fusion equipment is industrial butt fusion welding machine with significant hazards, featuring hydraulic systems that exert pressures up to 6.0 MPa and heating plates sizzling between 200°C and 230°C. Without training on “pinch points” and safe handling zones, the risk of crush injuries or severe burns is very real.
Training modules dive deep into the safe operation of the facer (trimmer), a tool driven by high-torque electric motors and sharp carbon steel blades. Operators learn to respect safety interlocks, such as the “dead man” switches and two-hand operation protocols found on Ekberg hydraulic units. Understanding electrical safety—specifically grounding and voltage stability for the heating element—is also a cornerstone of the curriculum, preventing shocks in wet, muddy field conditions.
Project ROI: How Certified Crews Reduce Downtime and Rework Costs
The return on investment (ROI) for training is measurable and immediate. Think about the cost of a single failed joint in a municipal water project: between excavation, dewatering, cutting out the bad section, and re-welding, you are looking at $1,000 to $7,000 in losses depending on diameter and location. If that failure happens during a pressure test, the project timeline takes a hit, and penalties start accruing.
Certified crews are simply more efficient. They don’t waste time guessing parameters or fighting with the setup. Moreover, trained operators are far less likely to break the butt fusion machines. They know how to maintain hydraulic seals and protect the delicate PTFE coating on heating plates, extending the asset’s life. Preventing just one failed joint or one day of equipment downtime usually pays for the entire certification course.
Core Curriculum: Essential Technical Skills for Butt Fusion Machine
Understanding HDPE Rheology and Fusion Parameters
Effective training starts with the physics of the material. Operators need to grasp HDPE rheology, specifically the Melt Flow Index (MFI), to understand why precision with temperature and pressure is mandatory. Fusion isn’t just melting plastic; it is the molecular entanglement of polymer chains across an interface.
Curriculum modules explain that the heating plate temperature (standardized at 200°C–230°C for PE100) must be uniform. Too hot, and the material degrades (oxidizes); too cool, and the molecules won’t entangle. Operators learn to calculate exact drag pressure—the force needed just to move the carriage—and add this to the theoretical bead build-up pressure to get the true interfacial pressure. This theoretical grounding stops operators from cranking up temperatures to “speed up” the melt, a classic recipe for brittle joints.
Machine Setup and Pipe Preparation Protocols
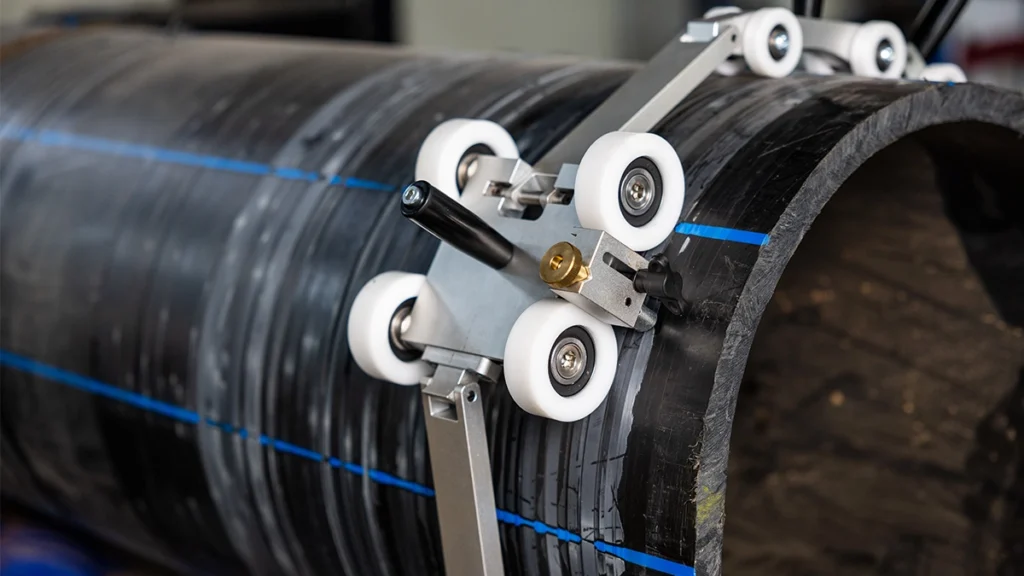
The “Check, Clean, Clamp” protocol is the bedrock of any certification course. Operators are trained to scrutinize pipe ends for damage and ovality before clamping. A vital skill is the planing (facing) process, which must run until a continuous ribbon of polyethylene peels off both pipe ends. This guarantees that the oxidized outer layer is gone and the ends are perfectly parallel.
Training emphasizes that alignment is critical. Standards generally cap misalignment at 10% of the wall thickness. Operators learn to tweak clamping inserts and use hydraulic controls to get the pipe ends aligned within this tolerance. They also learn the absolute necessity of cleaning the pipe and heating plate with isopropanol and lint-free cloths. Even a single fingerprint on the fusion zone can ruin the joint.
Mastering the Fusion Cycle: Bead Build-up, Soak, and Cooling Times
The fusion cycle is a strict sequence: bead build-up, heat soak, changeover, and cooling. Certification courses teach operators to visually gauge the correct bead size. For instance, pressure is applied until the bead height hits roughly The value is calculated as 0.5mm+0.1en, where en denotes the wall thickness around the full circumference.
Once the bead is set, pressure drops to near zero (drag pressure only) for the heat soak. The most critical—and most violated—phase is cooling. Operators are taught the ISO 21307 cooling time formula (T=0.43, Where represents the wall thickness). They learn that cooling must happen under pressure to stop voids from forming as the plastic shrinks. Training reinforces that unclamping early to start the next weld is a direct violation that jeopardizes the asset’s future.
Data Logging and Traceability Management
Modern infrastructure projects demand total traceability. Operators are trained to utilize data loggers or integrated CNC systems to record every variable of the fusion process. This includes inputting operator ID, GPS coordinates, pipe material, and diameter.
The curriculum covers how to read the resulting graphs. A certified operator can glance at a pressure-vs-time plot and immediately spot if the pressure dropped during cooling or if the changeover time (the gap between removing the heater and joining the pipes) dragged on too long. This skill is essential for field QA/QC, allowing operators to flag and cut out a suspicious joint before it gets buried.
Machine Selection Criteria: Equipment that Supports Operator Compliance
Manual vs. Hydraulic vs. CNC: Matching Machine Type to Operator Skill
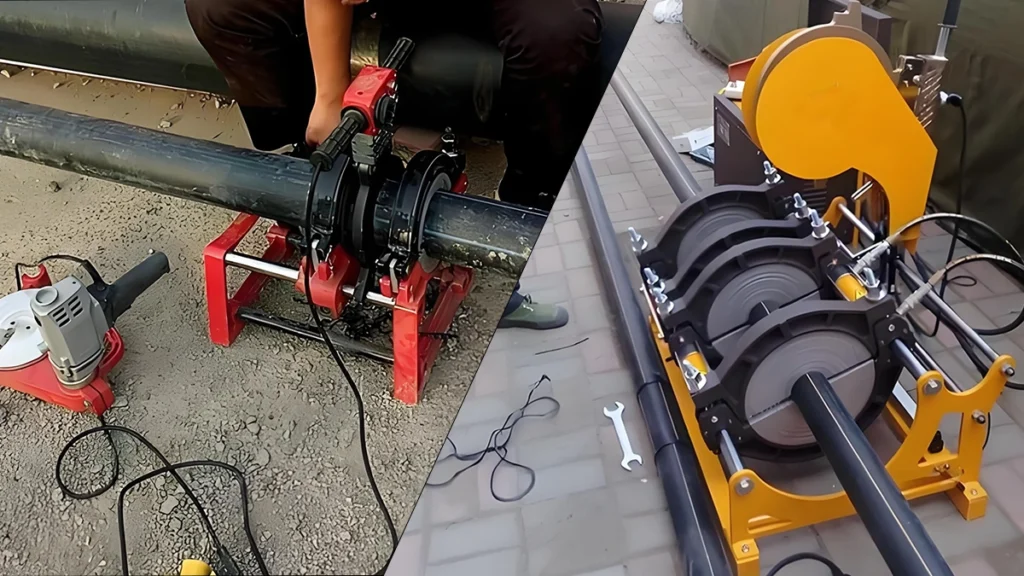
The choice of butt fusion machines should mirror the certification level of your workforce. Manual machines depend entirely on the operator’s muscle and judgment, making them viable only for small diameters (DN63–DN250) and highly experienced technicians. Hydraulic butt fusion machines ease the physical burden but still require the operator to calculate and control pressure stages manually.
For crews with mixed skill levels, or projects demanding strict ISO compliance, CNC (Computer Numerical Control) automatic butt fusion machines are the superior option. These units automate the pressure steps and timing, effectively enforcing the training protocols. While a manual butt fusion machine lets an operator skip a minute of cooling, a CNC machine physically locks the clamps until the timer hits zero. Investing in CNC technology bridges the gap between classroom theory and field reality.
Key Features to Look for in User-Friendly Butt Fusion Machines
To aid compliance, buyers should scout for hdpe fusion machines designed to lower fatigue and cognitive load. Look for quick-release aluminum inserts, which speed up setup without sacrificing alignment. Digital pressure gauges are a must over analog ones, providing exact readouts that eliminate parallax errors.
Top-tier equipment, like the Ekberg Hydraulic Series, features a facer with a safety limit switch that prevents accidental activation when the tool isn’t seated in the carriage. Also, the heating plate needs a high-quality PTFE coating that is easy to inspect for scratches. Frustrating equipment leads to shortcuts; intuitive equipment supports the disciplined workflow taught in certification courses.
The Role of Automatic Parameter Monitoring in Certification
Advanced butt fusion machines act like a secondary compliance officer on site. Machines equipped with RFID scanners can read the barcode on a pipe or fitting and automatically load the correct fusion parameters (temperature, pressure, time) per ISO or ASTM standards. This wipes out data entry errors, a frequent source of failure.
In certification exams, operators are tested on setting these parameters manually. But in the field, automatic monitoring ensures the HDPE pipe welding machine alerts the operator if the heater plate drifts outside the tolerance or if pressure drops due to a hydraulic leak. This real-time feedback loop is critical for maintaining the standards achieved during training.
Maintenance-Friendly Designs that Ensure Consistent Test Results
A butt fusion machine out of calibration will cause even a certified master to produce bad welds. Buyers should prioritize designs that simplify maintenance. This means accessible hydraulic fluid reservoirs for level checks and clear access to seals and O-rings.
Facer blades must be easily replaceable; dull blades smear plastic rather than cutting it, leading to contamination. Ekberg designs emphasize modular components, allowing operators to quickly swap a damaged hydraulic coupling or heater cord right in the trench. Training courses often include a module on basic field maintenance, ensuring the butt fusion welding machine stays within the tolerances required for successful joint certification.
Advanced Troubleshooting and Field Application Scenarios
Adjusting for Environmental Variables: Extreme Cold and Wind
Certification usually happens in a controlled warehouse, but the job site is rarely so comfortable. Operators must be trained to adapt to environmental extremes. When the ambient temperature dips below $5^\circ\text{C}$, the heater plate cools down much faster during the changeover.
Training guidelines dictate using welding tents to block wind, which causes uneven cooling and brittle joints. Operators learn to bump up the heater plate temperature slightly (typically by $10^\circ\text{C}–15^\circ\text{C}$ in sub-zero conditions) or extend the heat soak time, strictly following the manufacturer’s compensation charts. Ignoring these variables is the leading cause of “cold joints” in winter projects.
Diagnosing Common Machine Faults On-Site
A certified operator must also be a diagnostician. Common field issues include pressure loss during the cooling phase or fluctuating heater temperatures. Training covers how to isolate these faults: checking for hydraulic leaks at quick-connect couplings, verifying generator voltage stability, or inspecting the thermocouple on the heating plate.
For example, if the pressure gauge shows a slow decline, the operator is trained to check the drag pressure—if the pipe has slipped in the clamps, the pressure reading will change. Knowing the difference between a butt fusion machine fault and a process fault prevents unnecessary downtime and ensures equipment is only sent for repair when absolutely necessary.
Visual Inspection of Beads: Identifying Pass/Fail Criteria
Visual inspection is the first line of defense. Certification courses provide operators with a clear visual rubric for Pass/Fail criteria. A “passing” bead should be uniform, double-rolled against the pipe surface, and smooth.
Operators learn to spot the warning signs:
- Bead too narrow/small: Not enough pressure or heat soak time.
- Bead too wide/flat: Too much pressure or overheating.
- Rough/pockmarked surface: Contamination or moisture on the pipe ends.
- Misalignment: A sharp step between the two beads indicating offset clamps.
Recognizing these signs immediately allows the operator to cut the joint and re-do it before the pipe is pulled into the trench.
Handling Large Diameter Pipes (DN630 to DN2600mm)
Welding large diameter pipes brings massive physical challenges. The drag pressure—the force needed to pull the heavy pipe carriage—can be huge, sometimes exceeding the actual fusion pressure required for smaller pipes.
Training for heavy-duty butt fusion machines emphasizes calculating this drag force. Operators must manually measure the drag pressure for every joint and add it to the theoretical fusion pressure. If they don’t, the joint is fused under effectively zero pressure. Safety training is also intensified here, as the forces involved in clamping and moving DN1600 pipes can be lethal if mishandled.

Manufacturing Excellence & Global Support: The Ekberg Advantage
Engineering for Intuitive Operation and Safety
Ekberg Welding engineers its equipment to reinforce the best practices taught in certification courses. Our hydraulic series features a standardized control layout that minimizes the learning curve for operators moving between butt fusion machine sizes. Safety is baked into the chassis; the “Two-Hand Operation” protocol on our hydraulic units requires the operator to use both hands to engage the clamps, physically keeping them out of the danger zone.
Factory-Direct Training Resources and Digital Manuals
We believe a manufacturer’s responsibility extends far beyond the sale. Ekberg provides comprehensive, multi-language operation manuals and digital video tutorials that serve as refresher courses for field crews. These resources include detailed parameter charts for ISO, DVS, and ASTM standards, ensuring operators always have the correct data at their fingertips, regardless of project specs.
Rigorous Quality Control (QC) Ensuring Standardized Performance
Training is only effective if the HDPE pipe welding machine performs consistently. Every Ekberg butt fusion machine undergoes rigorous factory testing to CE and ISO standards before shipment. We calibrate heating plates to ensure surface temperature uniformity within and verify pressure gauges for accuracy. This ensures that when a certified operator sets the machine to and , the equipment delivers precisely these values, eliminating equipment variability as a potential source of failure.
After-Sales Technical Support for Certified Teams
Even the best-trained operators run into anomalies. Ekberg offers factory-direct technical support, including remote diagnostics for our CNC models. Through cloud data integration, our engineers can review the welding parameters of a problematic butt fusion welding machine in real-time, guiding the operator through troubleshooting steps. This partnership ensures your team is never left guessing in the field.
—
Frequently Asked Questions
Q1: Is certification legally required to operate butt fusion machines in municipal projects?
In most developed markets, yes. Municipal water and gas authorities typically require operators to hold a valid certification card (e.g., NAOP in the UK, or specific ASTM/ISO certs) to work on public infrastructure. Even where it isn’t legally mandated, project insurance policies often exclude coverage for failures caused by uncertified labor, making it a de facto requirement for contractors who want to limit liability.
Q2: What is the difference between butt fusion and electrofusion operator training?
The physics and procedures are quite different. Butt fusion training focuses on heater plate management, planing, and hydraulic pressure curves for joining pipe-to-pipe. Electrofusion training focuses on preparing the pipe surface (scraping) and managing the electrical input for internal coupler coils. Certification is usually method-specific; being certified in one does not automatically qualify an operator for the other.
Q3: Can Ekberg butt fusion machines store welding data for certification audits?
Yes. Ekberg CNC models feature integrated data logging that records temperature, pressure, and time for every joint. This data can be exported via USB or Cloud connection to generate PDF reports. For manual/hydraulic butt fusion machines, Ekberg offers compatible external data loggers that provide the same level of traceability required for project audits and warranty validation.
Q4: How often should a butt fusion operator renew their certification?
Industry best practice and most standards suggest renewal every 1 to 3 years. This ensures operators stay updated on new materials (like PE100-RC) and revised standards. Additionally, if an operator hasn’t performed welding for a period exceeding 6 months, many certifying bodies require a refresher course or a re-qualification weld test to ensure their skills haven’t degraded.
Q5: What are the most common reasons for failing a butt fusion qualification test?
The most common failure points are improper pipe alignment (misalignment >10% wall thickness), contamination of the fusion zone (touching the faced pipe), and cutting the cooling time short. In destructive testing, joints often fail because the operator didn’t apply the correct drag pressure compensation, resulting in a weak bond that yields under tensile stress.
Conclusion
The reliability of a pipeline network is the sum of two parts: precision engineering and operator competency. While butt fusion machines have evolved to offer incredible accuracy and automation, they remain tools that require skilled hands to operate safely and effectively. Investing in rigorous operator certification and pairing those teams with high-performance equipment like Ekberg’s CNC or Hydraulic series is the only proven method to guarantee leak-free infrastructure.
For contractors and utility buyers, the choice is clear: risk thousands in rework and liability, or invest upfront in training and compliant butt fusion welding machine. Don’t let a preventable error compromise your project’s reputation.
Equip your team with the best. Contact Ekberg Welding today for a quote on our training-ready CNC and hydraulic butt fusion machines, or request our latest operation manuals to support your team’s certification journey.