Best Manual Butt Fusion Machine Suppliers for HDPE Welding
Table of Contents
Pipeline contractors looking for reliable manual butt fusion machine suppliers walk a tightrope. You need to keep initial equipment costs low. At the same time, every HDPE pipe joint must be absolutely leak-free and capable of handling 1.6 MPa operating pressures. High-end CNC units chew up anywhere from $50,000 to $200,000 in capital. That makes manual butt fusion machine the smartest strategic play for small-to-medium branch lines up to DN 250mm. But pick the wrong vendor, and you end up with flimsy aluminum frames. Clamp misalignment follows, dragging along an average remediation cost of $15,000 for every failed pressure test. We are going to break down the technical parameters that actually matter when evaluating top-tier butt fusion welding machine.
We’ll look at vendor selection criteria, analyze real-world cost breakdowns, and show you how to adapt ISO 21307 and DVS 2207 welding standards to manual work. You’ll walk away with a rock-solid procurement framework to spec the right gear for DN 63 to DN 250 projects, locking in rapid ROI while dodging expensive specification blunders.

Why Choose Manual HDPE Butt Welding Equipment for Your Projects?
Compare manual vs hydraulic vs CNC butt fusion machines
Procurement teams have to match equipment specs to project size, pressure ratings, and budget limits. CNC and hydraulic butt fusion machines demand heavy capital. You absolutely need them for thick-wall pipes like SDR 7 or massive mains over 315mm. Those heavy-duty applications require interfacial pressures well above 60 bar, which automated hydraulic cylinders handle with ease.
On the flip side, manual hdpe fusion welding machine delivers a highly cost-effective, dead-simple alternative for smaller, low-pressure jobs. When your crews are laying secondary distribution networks or agricultural irrigation lines, dragging a massive CNC unit out to the site will crush your project margins. Manual systems ditch the complex hydraulics and sensitive PLC electronics. They give you rugged mechanical reliability at a fraction of the cost—as long as the HDPE pipe specs fall within the machine’s physical limits.
| Machine Type | Ideal Diameter Range | Pressure Generation | Capital Cost Level | Best Application |
|---|---|---|---|---|
| Manual | DN40mm – DN250mm | 0 – 6.3 MPa (Mechanical) | Low | Branch lines, irrigation, tight trenches |
| Hydraulic | DN40mm – DN2600mm | Hydraulic | Medium | Mainline water/gas, industrial |
| CNC | DN63mm – DN630mm | Automated / PLC Logged | High | High-pressure gas, strict compliance jobs |
Identify the ideal pipe diameter range for manual machines
Human physical limits naturally cap what manual HDPE fusion welding machine can handle. Manufacturers typically categorize the sweet spot for these butt fusion welding machines into DN 160, DN 200, and DN 250 models. A standard DN 160 unit easily tackles40mm, 63mm, 75mm, 90mm, 110mm, 125mm, 140mm, and 160mm pipes. Stepping up to a DN 200 or DN 250 pushes that capability to 200mm and 250mm.
Operators use mechanical levers to transfer human force, which easily generates the required 0 to 6.3 MPa fusion pressure for these specific cross-sections. Push past 250mm, though, and the drag force—along with the required interfacial pressure—exceeds what a person can safely and consistently apply. Trying to manually fuse anything larger than DN 250 practically guarantees cold welds and weak joints. At that point, hydraulic assistance becomes mandatory.
Explain the mechanical advantage of the basic frame
Without hydraulic pumps, manual butt fusion machines lean heavily on clever mechanical advantages built right into the frame. Premium units feature precision-machined hand-wheels or lever systems paired with specific gear ratios. This setup lets operators dial in a smooth, low starting pressure. It works beautifully for aligning and fusing small-diameter pipes or fragile fittings without crushing the heated ends.
Just as importantly, these frames feature heavy-duty mechanical locking mechanisms. Once the operator hits the target fusion pressure during the joining phase, they lock it down. The mechanism holds that unyielding pressure throughout the critical cooling cycle so the operator doesn’t have to stand there straining. That sustained force is absolutely essential for polymer chain entanglement as the molten HDPE solidifies back into a tough structural matrix.
Detail the portability and operational flexibility
Logistical headaches can derail pipeline construction schedules fast. Manual butt fusion welding machine shines when it comes to portability and on-the-fly flexibility, especially in cramped trenches, up on elevated platforms, or out at remote sites with zero power infrastructure. A complete DN 160mm manual butt fusion machine pulls just 2350W total—1600W for the heating plate and 750W for the milling cutter.
Because the power draw is so incredibly low, crews can run the whole setup off a cheap, portable generator. Running on standard 220V 50Hz (or 380V 50/60Hz in the US), you completely eliminate the need for massive three-phase power hookups. Plus, the modular design separates the clamping chassis from the operating tools. Technicians can drop the lightweight frame straight into tight excavation pits where bulky hydraulic skids would never fit.
Key Evaluation Criteria for the Best Manual Butt Fusion Machine Suppliers
Assess heating plate quality
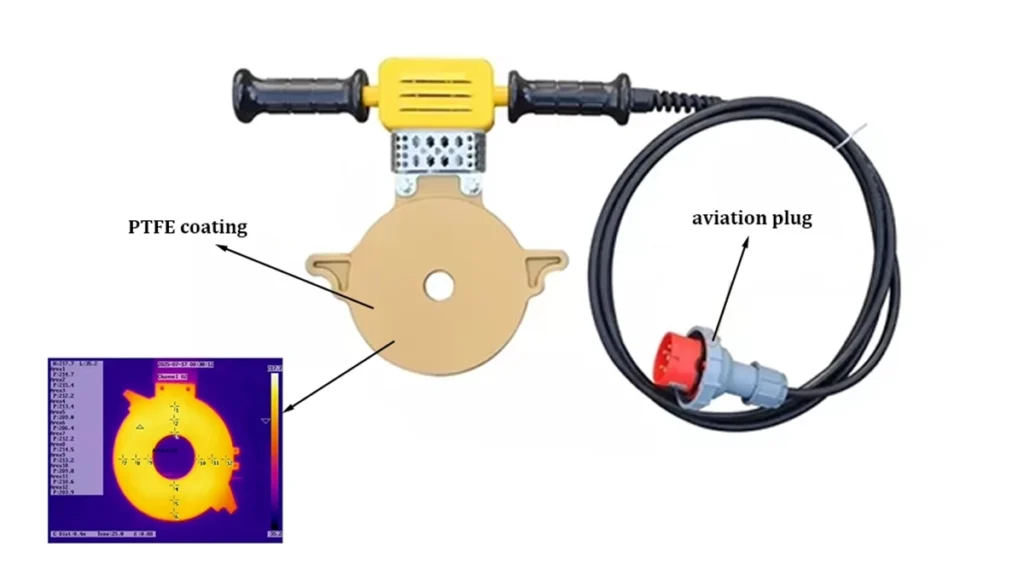
Think of the heating plate as the thermodynamic engine of the fusion process. Procurement engineers need to demand heavy-duty PTFE (Polytetrafluoroethylene/Teflon) coatings. This prevents molten plastic from sticking, which otherwise tears the pipe surface when you remove the plate. Cheap coatings burn off fast, leaving you with contaminated welds and constant replacement bills.
You also need to scrutinize the independent temperature control system. It has to operate flawlessly between 0–300°C. For standard PE100 materials, the plate must hold 210°C ± 10°C (or a wider 200-230°C depending on the weather) evenly across the whole surface. The best vendors guarantee high power density—packing 1600W into DN160 units, 2000W for DN 200, and up to 2550W for DN 250 models. This ensures the plate recovers its heat instantly after touching cold pipe ends.
Evaluate the milling cutter (facer)
You cannot get perfectly flush pipe ends without a high-performance milling cutter. When you vet vendors, dig into their motor specs and blade metallurgy. A dependable facer needs a 750W motor for DN 160 and DN 200 models. That scales up to 1100W for DN 250 models so the blade doesn’t stall against thicker pipe walls.
The blades themselves should be forged from high-speed carbon steel (HSS) or premium tool steel. Look for a double-edged design with interchangeable, reversible blades. This slices away clean, continuous ribbons of plastic without micro-tearing the face. Also, safety micro-switches are non-negotiable. The facer motor should never engage unless it is locked securely inside the manual butt fusion machine chassis.
Verify basic frame rigidity
Frame rigidity dictates your alignment accuracy. Period. During the heat soak and fusion phases, even slight chassis deflection causes high/low mismatch between the pipe walls. That misalignment creates severe stress concentrators guaranteed to fail under pressure. The most reliable manual butt fusion machine suppliers build their basic frames and clamps from ZL104 standard aluminum alloy.
By using high-pressure aluminum die-casting, manufacturers create a frame that is lightweight enough for trench work but incredibly stiff. This process wipes out the porosity and flexing you always see in cheap sand-cast or recycled scrap aluminum frames. Rigid ZL104 clamps lock the pipe into perfect concentricity, holding alignment tolerances strictly under 10% of the pipe’s wall thickness.
Review supplier credibility
Technical specs don’t mean much if the supplier is a ghost. B2B buyers have to verify CE and ISO certifications to ensure the gear actually meets international electrical and mechanical safety rules. A legitimate industrial partner will back their butt fusion welding machine with a solid 1-year warranty covering free replacements for non-human-induced damage.
Buyer Selection Checklist:
- Verify ZL104 aluminum die-cast frame construction.
- Confirm PTFE coating thickness and 210°C ± 10°C temperature uniformity.
- Check for independent dual-channel timers and shockproof gauges.
- Validate CE/ISO compliance and clear warranty terms.
- Ensure direct access to engineering teams for after-sales troubleshooting.
Understanding Manual Butt Fusion Machine Price: Cost Breakdown and ROI
Detail the primary factors influencing price
The manual butt fusion machine price swings wildly based on hidden manufacturing variables. The biggest cost driver? The raw material of the frame itself. Virgin ZL104 aluminum die-casting costs a lot more than melting down scrap metal. But it is the only way to guarantee the structural strength needed for high-pressure clamping.
Secondary cost factors include the thickness and application technique of the PTFE coating on the heating plate. You also pay for independent dual-channel timers to track heating and cooling cycles accurately, along with high-precision, shockproof pressure gauges. Bargain-basement HDPE pipe welding machines slash prices by slapping on commercial-grade gauges that lose their calibration the second they get bumped on a job site.

Compare the hdpe pipe jointing machine cost
Getting a grip on the supply chain is essential for accurate budgeting. Look at industry benchmarks, and you will see standard manual butt fusion machines (like 2-inch to 6-inch capacities) sitting on local third-party distributor shelves for anywhere from $1,700 to $4,190. Those price tags include massive markups to pay for local warehousing, marketing, and the middleman’s cut.
Sourcing straight from factory-direct OEM suppliers like Ekberg Welding slashes the hdpe pipe jointing machine cost dramatically. Buying from the manufacturer wipes out 30% to 50% in third-party markups. This direct-to-buyer pipeline lets contractors grab premium ZL104 aluminum gear for the exact same price they would pay for imported, low-grade scrap-metal units at local retail shops.
Analyze the hidden costs of cheap equipment
Procurement teams that chase the lowest initial price tag almost always trigger a landslide of hidden costs. Cheap butt fusion welding machine relies on garbage thermostats that suffer massive temperature swings. The result? Cold welds with zero molecular bonding. Weak, poorly cast clamps let the pipe slip backward the moment you apply fusion pressure.
These mechanical failures lead straight to busted hydrostatic pressure tests. When a joint blows, contractors eat the cost of project downtime, expensive excavation to dig up the buried fault, and the heavy labor required to cut out and re-weld the connection. Just one failed DN 200 joint can rack up thousands of dollars in remediation, instantly wiping out the few hundred bucks saved by buying sub-standard tools.
Calculate ROI
Spec the right manual hdpe fusion welding machine, and the return on investment is incredibly aggressive. For municipal and agricultural contractors running high-volume jobs, the payback period usually clocks in at just 8 to 12 months. Massive material savings drive this rapid ROI.
Using manual butt fusion completely eliminates the need for expensive electrofusion fittings. Instead of burning $30 to $80 on a fitting for every single connection, crews create zero-consumable joints using nothing but electricity and labor. Spread over a 3-to-5-year depreciation cycle—and factoring in the 50+ year lifespan of monolithic HDPE joints—manual butt fuison machines stand out as some of the most profitable assets in a contractor’s fleet.
Adhering to International Welding Standards with Manual Equipment
Adapt ISO 21307 and DVS 2207 guidelines
International codes like ISO 21307, DVS 2207, and ASTM F2620 lay down strict rules for the butt fusion process. They break it down into bead-up, heat soak, changeover, and cooling phases. CNC automatic butt fusion welding machines handle these phases automatically. Manual operators, however, have to enforce these guidelines through pure procedural discipline.
To stay compliant manually, operators absolutely must use independent dual-channel timers. These devices are critical for tracking the exact heat absorption (soak) period and the long cooling phase under pressure. You set them to blast an audible alert when the time is up. This stops operators from popping the mechanical locking clamps before the polymer has completely crystallized.
Explain operator techniques for changeover time
The changeover phase is that critical window between yanking the heating plate out and slamming the pipe ends together under final pressure. It demands flawless operator technique. ISO and DVS standards dictate that you must minimize this window to stop the melted pipe ends from rapidly oxidizing and cooling off.
For the small-diameter pipes handled by manual butt fusion machines, operators generally need to execute the changeover in under 5 to 8 seconds. They have to smoothly back the chassis up, pull the heating plate out cleanly without dragging it across the molten plastic, and quickly drive the carriage forward to engage the pipe. Any hesitation here creates a brittle, compromised weld.
Detail visual inspection criteria for manual welds
Manual butt fusion welding machines don’t spit out digital joint reports, which makes visual inspection your primary line of defense. First, you check the melt bead size during the heating phase to confirm the pipe absorbed enough heat. After fusion, inspectors scrutinize the final bead against strict acceptance criteria.
A flawless joint shows a dual-rolled bead that is perfectly uniform and symmetrical all the way around the pipe. The bead should roll completely back to the pipe’s surface. Rejection criteria are equally rigid. If you see a deep v-groove between the beads, a flat top (which means the operator didn’t apply enough pressure), or lopsided bead sizes, you cut it out. Asymmetrical beads are a massive red flag. They scream that the pipe was badly misaligned or the heating tool was defective and heated unevenly.
Emphasize the importance of operator training
Because manual butt fusion welding machine lacks automated PLC data logging, the burden of quality control falls squarely on the operator’s shoulders. That makes comprehensive training absolutely mandatory. Technicians need to know exactly how cold or windy weather alters heating times and how to tweak their parameters to compensate.
Operators must trust their high-precision, shock-resistant pressure gauges to confirm the mechanical lock is holding the right fusion force. Routine calibration of the heating plate thermometers and the mechanical load cells is essential. It proves that the manual force being applied actually lines up with strict engineering codes, effectively neutralizing the risk of human error.
Top Applications for Manual HDPE Butt Fusion Machines
Detail usage in municipal water supply
Manual fusion gear is a heavy hitter in municipal water infrastructure. It is the go-to solution for laying DN 63 to DN 160 branch lines, tapping residential plumbing connections, and building out secondary distribution grids. Tearing up massive trenches in crowded urban streets just to fit a bulky hydraulic fusion skid is usually impossible and way too expensive. Manual butt fusion machines let utility crews knock out fast, fully compliant welds in tight parkway cuts or right up against property lines without causing a massive public disruption.
Describe applications in agricultural irrigation systems
The agricultural sector runs on massive networks of thin-wall (high SDR) HDPE pipes to move water across thousands of acres. Manual butt fusion welding machines are perfect here because of their low starting pressure capabilities. They handle delicate pipes gently, avoiding the crushing or warping that high-powered hydraulic units often cause. The extreme portability of manual gear is a game-changer for farmers. Technicians can easily strap the equipment to an ATV, power it with a compact generator, and fuse pipes right in the middle of a muddy field.

Highlight industrial plant applications
Deep inside industrial manufacturing plants, complex pipeline networks pump low-pressure fluids, chemical effluents, and wastewater. Manual butt fusion machines handle the PP, PB, and PVDF pipes standard in these chemical setups with ease. The operator just tweaks the 0–300°C heating plate to match the specific melting point of the material. Because the manual frame has such a tight footprint, plant engineers can safely drag it up catwalks, weave it through dense pipe racks, and operate in incredibly confined indoor spaces.
Explain its utility in repair operations and tie-ins
Emergency repairs and system tie-ins are logistical nightmares. A blown line is usually buried at the bottom of a flooded, shored-up trench with barely enough room for one guy to move. This is where the modular design of manual butt fusion machines becomes invaluable. Because the clamping system separates entirely from the heating and facing tools, technicians get unmatched flexibility. They can bolt the lightweight clamps directly onto the existing pipe in the trench, pulling off a rock-solid repair in spaces where deploying a hydraulic rig is physically impossible.
Ekberg Welding: Manufacturing Excellence & Quality Control
Detail Ekberg’s precision manufacturing process
At Ekberg Welding, we engineer butt fusion welding machine to survive the real world. Our precision manufacturing relies on advanced CNC machining centers paired with high-pressure aluminum die-casting technology. We have the capacity to cast massive 630mm bodies, but we apply that exact same heavy-duty industrial standard to our smallest manual frames. By exclusively pouring ZL104 aluminum alloy, we create clamps and HDPE pipe welding machine frames that field technicians can easily carry, yet remain incredibly stiff. This completely eliminates the flex that causes disastrous pipe misalignment.
Highlight our stringent factory quality control protocols
We don’t do batch sampling. We test 100% of our output. Every single manual butt fusion machine goes through a brutal factory quality control gauntlet before it ever sees a shipping crate. Our engineers run thermal imaging tests to prove heating plate temperature uniformity, ensuring that the 210°C ± 10°C spec holds true from edge to edge. At the same time, we run the facer against actual HDPE stock to verify motor torque and blade alignment. We embed annual professional equipment inspections and calibrations right into our standard manufacturing protocol.
Explain our robust B2B capabilities as a leading supplier
As a premier global supplier, Ekberg Welding brings heavy-duty B2B capabilities to the table to support international distributors and major contractors. We run flexible OEM and ODM programs. Distributors can spec custom colorways and slap their proprietary branding right on the equipment. We co-develop our core technologies to meet aggressive Australian engineering standards. This ensures our scalable production lines pump out world-class machinery ready to dominate any global market.
Outline our global support structure
Buying from Ekberg means you are securing a long-term operational partner. We built our global support structure specifically to kill downtime. We deliver rapid international logistics, deep-dive user manuals, granular data specs, and step-by-step video training for your crews in the field. Got a problem? Our dedicated engineering team is on standby for direct troubleshooting. Depending on your region, we even offer an annual complimentary on-site maintenance service to back up the lifecycle of your gear.
Frequently Asked Questions
Q1: What is the maximum pipe diameter a manual butt fusion machine can reliably weld?
The absolute ceiling for reliable manual welding is DN 250 (250mm). Push past that, and the drag force of the pipe—combined with interfacial fusion pressures that often top 60 bar for thick-wall pipes—simply overwhelves human strength. Trying to manually fuse anything larger than 250mm practically guarantees dangerous pressure drops during the cooling phase. For those sizes, you need hydraulic cylinders to stay compliant.
Q2: How much does a standard manual hdpe butt welding equipment cost?
If you buy from local retail distributors, expect to pay anywhere from $1,000 to $4,000 for a standard 2-inch to 6-inch unit. But if you bypass the middlemen and buy factory-direct from OEM suppliers like Ekberg Welding, you strip out those heavy third-party markups. This drastically lowers your B2B acquisition costs while putting premium ZL104 aluminum frames in your hands.
Q3: Can a manual butt fusion machine weld PP and PVDF pipes in addition to HDPE?
Absolutely. Manual butt fusion machines are incredibly versatile. Because the independent temperature control system features an adjustable 0–300°C heating plate, you can easily fuse Polypropylene (PP), Polybutene (PB), and Polyvinylidene Fluoride (PVDF). The operator just checks the specific material standards and dials in the corresponding heating temperatures and soak times.
Q4: How do I maintain the PTFE coating on the heating plate to ensure longevity?
To keep that non-stick surface pristine, only clean the heating plate while it is still warm. Use a clean, lint-free cotton cloth soaked in isopropyl alcohol (96% concentration or higher). Keep metal scrapers, wire brushes, and abrasive pads far away from the plate. They will permanently gouge the PTFE coating, causing plastic to stick and ruining your welds.
Q5: Why should I partner with a direct manufacturing supplier like Ekberg rather than a trading company?
Direct manufacturers give you total accountability. Teaming up with Ekberg locks in a 1-year factory warranty, lifetime maintenance at just the cost of materials, and highly flexible OEM customization. Most importantly, you get a direct line to our engineering team for technical troubleshooting. Third-party trading companies simply cannot offer that level of deep technical support.
Conclusion
Locking in the integrity of your pipeline infrastructure comes down to obsessing over equipment specs. As we’ve seen, rigid ZL104 aluminum frames, dead-accurate PTFE heating plates holding 210°C ± 10°C, and strict adherence to ISO 21307 and DVS 2207 standards aren’t optional—they are the baseline for manual fusion success.
When procurement teams carefully vet manual butt fusion machine suppliers, they drastically lower the total cost of ownership. They hit rapid 8-to-12-month ROIs and wipe out the catastrophic risks of joint failure. Teaming up with a factory-direct manufacturer means you get engineering-grade butt fusion welding machine without bleeding cash on inflated distributor markups.
Don’t let substandard equipment wreck your next municipal or agricultural pipeline job. Contact Ekberg Welding today to grab a factory-direct quote, dig into our detailed technical specs, or book a consultation with our engineers to spec the perfect HDPE fusion gear for your crews.