Butt Fusion Machines: Custom Engineering Solutions Guide
Table of Contents
Deploy a standard butt fusion machines on a flat, suburban municipal water project, and it will likely perform flawlessly. These off-the-shelf units are workhorses designed for common SDR 11 specifications and predictable environments. However, take that same equipment to a high-altitude mining site in the Andes or a vertical geothermal shaft, and you are courting failure. Complex infrastructure demands more than a catalog number; it requires engineering modifications to guarantee joint integrity when the conditions turn extreme.
In this guide, we break down the structural, hydraulic, and software customizations necessary for non-standard pipeline projects—from explosion-proof units for mining to high-pressure automated systems for nuclear cooling. We will explore where standard equipment falls short, the critical role of ISO 21307 compliance in bespoke designs, and the manufacturing capabilities needed to execute these solutions. By the end, you will have a clear framework for selecting the right equipment for specialized HDPE, PP, or PVDF projects, helping you avoid specification errors that lead to costly joint failures.

—
When Standard Butt Fusion Machines Aren’t Enough: The Case for Customization
Pipeline infrastructure rarely adheres to “average” conditions. While a standard hydraulic butt fusion machine is adequate for joining DN315 pipe in a clean trench, industrial projects introduce variables that standard specifications cannot handle. Decision-makers must identify the tipping point where a standard butt fusion welding machine becomes a liability rather than an asset.
Identifying Project-Specific Constraints and Challenges
The physical environment dictates performance. Standard hydraulic power units (HPUs) and internal combustion engines are calibrated for sea-level operation and horizontal alignment. Move that project to 4,000 meters above sea level, and physics pushes back. Air density drops, causing naturally aspirated engines to lose approximately 3% of their power for every 300 meters of elevation gain. Without custom turbo-charging or resized electric motors, a standard HDPE pipe welding machine will struggle to generate the drag pressure required to move heavy pipe strings.
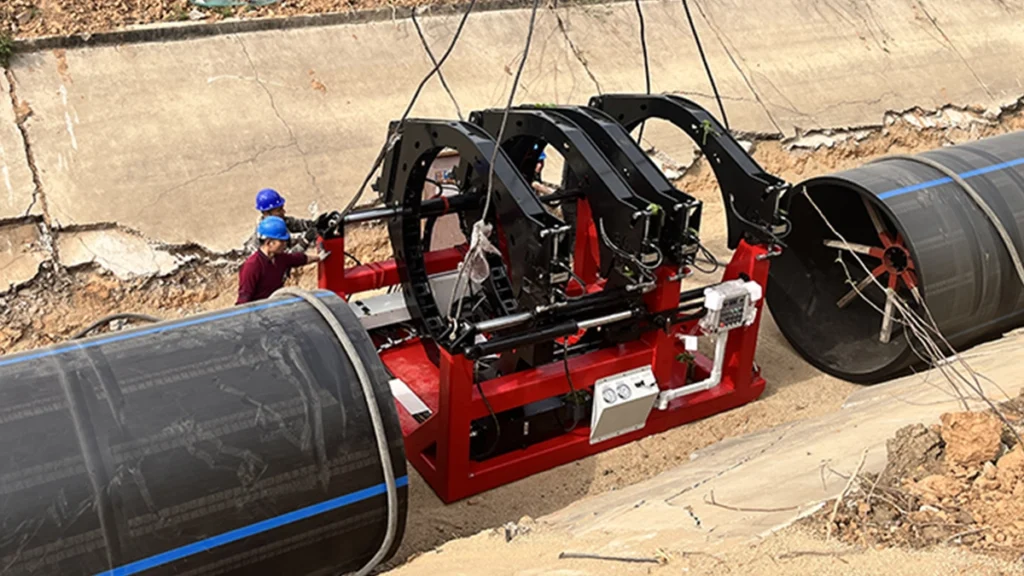
Geometry is another frequent dealbreaker. In retrofitting applications or geothermal installations, welding often occurs vertically or in trenches less than a meter wide. Standard 4-clamp carriages are simply too bulky. Customization is required to engineer detachable, lightweight clamping units that can be lowered into tight spaces while the HPU remains accessible at ground level. Furthermore, vertical welding demands hydraulic systems capable of maintaining clamping force against gravity during the cooling cycle to prevent the molten bead from sagging and ruining the joint.
The Impact of Non-Standard Pipe Materials and Diameters
Most off-the-shelf butt fusion machines are optimized for PE100 materials within standard ISO diameter ranges (e.g., 160mm to 630mm). However, industrial sectors frequently utilize materials like Polypropylene (PP), PVDF, or chemically resistant liners, all of which possess vastly different melt flow indices. Welding PVDF, for instance, often requires heating plate temperatures exceeding 260°C—pushing past the 230°C limit of many commercial units—along with higher interfacial pressures to ensure proper molecular entanglement.
Wall thickness also drives the need for bespoke engineering. A butt fusion welding machine designed for SDR 11 or SDR 17 pipe may crush thin-walled SDR 41 drainage pipe due to excessive minimum drag pressure. Conversely, thick-walled mining pipes (e.g., SDR 7.4) require clamping forces that exceed the cylinder surface area of standard units. Attempting to weld these heavy-wall pipes with standard rams results in pressure drops during the cooling phase, creating voids in the fusion zone.
Automation and Data Logging Requirements
Regulatory frameworks are tightening globally, particularly in gas distribution and nuclear sectors. Standards such as ASTM F2620 and ISO 21307 increasingly mandate automated data logging, removing operator discretion from the equation. While standard butt fusion machines offer basic recording, complex projects demand full traceability.
Custom engineering is often necessary to integrate specific PLCs that comply with regional traceability laws. This includes “fail-safe” logic: the hdpe pipe jointing machine automatically aborts the weld if parameters (temperature, pressure, time) deviate by more than 5% from the set standard. For large-scale transmission lines, integration of Beidou or GPS modules directly into the CNC system allows for real-time tagging of every joint’s location and quality report, streamlining remote asset management.
—
Key Areas of Engineering Customization for Butt Fusion Equipment
To bridge the gap between standard capabilities and project requirements, manufacturers like Ekberg Welding focus on four primary engineering domains. These modifications transform a general-purpose tool into a specialized instrument.
Structural Customization: Chassis, Frames, and Carriage Design
The chassis is the backbone of the welding unit. For in-trench work, the primary customization is the “modular” carriage. This design allows operators to detach the welding carriage from the main chassis and hydraulic unit, utilizing extended hydraulic hoses—critical for tie-in welds where excavation space is at a premium.
In fabrication workshops, standard frames are often inefficient for creating fittings. Custom 45-degree angled frames or specialized “stub-end” holders allow clamps to grip just millimeters of pipe, essential for fabricating elbows, tees, and spool pieces without wasting material. Additionally, for projects on soft soil or swampy terrain, replacing standard wheelbases with rubber track systems ensures the butt fusion welding machine can self-propel to the joint location. This eliminates the need for heavy crane support, significantly reducing logistics costs.
Hydraulic System and Pressure Control Modifications
The hydraulic system dictates the force applied during the bead-up, heat soak, and fusion phases. Mining applications often require “High Pressure” (SHP) welding parameters per ISO 21307, demanding interfacial pressures up to 0.52 MPa—more than triple the low-pressure standard of 0.15 MPa. To achieve this, engineers must upgrade hydraulic cylinders, pumps, and hoses to handle system pressures that often exceed 120 bar without risking seal failure.
Comparison: Standard vs. Custom Hydraulic Systems
| Feature |
Standard System (ISO Low Pressure) |
High-Pressure System (ISO High Pressure) |
|---|---|---|
| Interfacial Pressure | 0.15 MPa | 0.4–0.52 MPa |
| Hydraulic System Pressure | 50–80 bar* | 100–160 bar* |
| Cooling Control Logic | Single-stage pressure hold | Dual-step pressure reduction (optional) |
| Accumulator | Optional | Common in large-diameter systems |
*System pressure depends on pipe diameter and hydraulic cylinder area.
Moreover, complex materials may require a “dual-pressure” cooling cycle. Custom logic blocks in the hydraulic manifold can automate a step-down process, applying high pressure to fuse the pipe ends and then automatically reducing pressure to a holding level to prevent stress cracking during the cooling phase.
Heating Plate and Trimmer Enhancements
Temperature uniformity is non-negotiable. While standard plates operate up to 250°C, welding high-temperature polymers requires capabilities up to 300°C. Custom units feature independent heating zones with precise PID algorithms to ensure temperature uniformity across the entire plate surface stays within ±3°C. This is critical for pipes larger than 800mm, where “cold spots” can cause brittle welds.
Durability is another factor. Standard PTFE coatings may strip away quickly in abrasive environments. Custom heating plates can feature reinforced, multi-layer industrial coatings or polished aluminum surfaces for specific sanitary applications. Similarly, for thick-walled pipes (e.g., 100mm wall thickness), standard electric facers often stall. Custom engineering involves upgrading to high-torque hydraulic motors (7.5kW – 11kW) and using double-edged tool steel blades to shave continuous ribbons from the pipe face without chattering.
Electrical and Control System Adaptation
Electrical compatibility is a frequent hurdle in global procurement. A mining site in Australia may run on 415V/50Hz, while a North American site utilizes 110V/60Hz. Custom transformers and frequency drives ensure the butt fuison welding machine operates at peak efficiency regardless of the local grid.
For extreme environments, the control box is often the weakest link. Standard IP54 enclosures are insufficient for offshore or tropical monsoon conditions. Custom units upgrade these enclosures to IP65 or IP67 ratings. This involves potting sensitive electronics to resist vibration and humidity and adding internal heaters to displays to prevent LCD freezing in sub-zero temperatures.
—
Industry-Specific Applications Requiring Bespoke Welding Solutions
Mining and Slurry Pipeline Infrastructure
The mining sector presents the most physically demanding environment for butt fusion machines. Slurry lines carrying abrasive tailings operate at high pressures, requiring thick-walled pipes (SDR 7 or SDR 9). The drag forces required to pull a 500-meter string of DN630 SDR 7 pipe are immense.
Ekberg Welding addresses this by reinforcing the butt fusion machines chassis with heavy-duty steel box sections, preventing frame twisting under load. Hydraulic systems are tuned for high-drag pressure compensation, ensuring the actual fusion pressure applied to the pipe face is accurate regardless of the drag weight. For underground coal mines, safety regulations often demand explosion-proof motors and non-sparking electrical components to prevent methane gas ignition.
Municipal Water and Large Diameter Transmission Lines
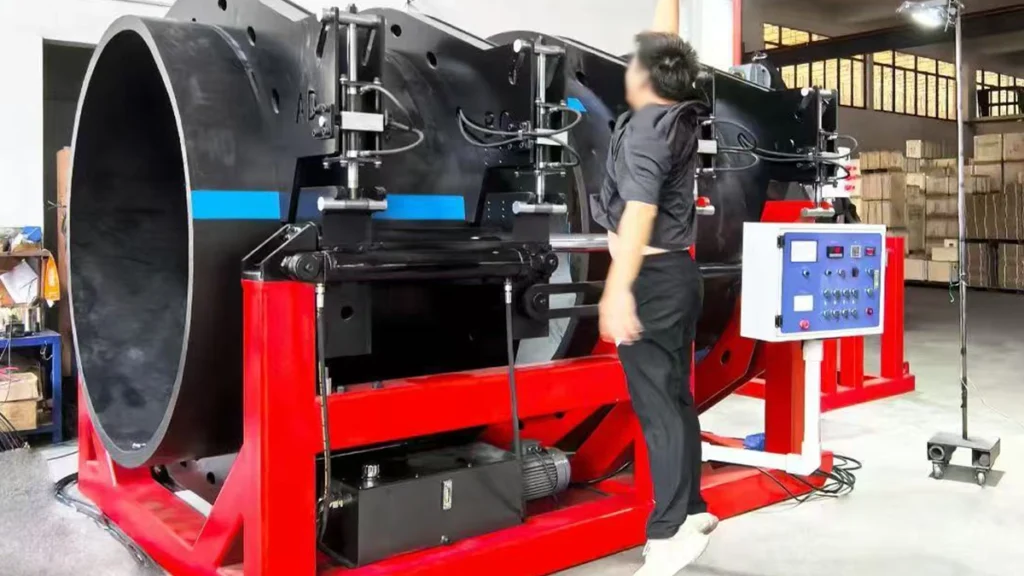
Welding pipes larger than 1200mm requires immense force and absolute precision. A misalignment of just 1.5mm on a DN1600 pipe can reduce joint strength by over 10%. Standard butt fusion machines often lack the structural rigidity to maintain alignment on such large diameters.
Custom “Mega-Machines” feature integrated hydraulic pipe lifts and rollers to aid in alignment, reducing the need for external cranes. Ekberg’s large-diameter units utilize a 4-column structure rather than the standard 2-bar guide, providing maximum rigidity. Additionally, “Dual-Ram” hydraulic systems are employed to speed up open/close times, minimizing “dwell time” (the critical window between removing the heater and bringing pipe ends together), which is vital for weld quality on large surface areas.
Gas Distribution and Safety-Critical Networks
In gas distribution, a failed weld can be catastrophic. Consequently, asset owners demand machines that remove human error entirely. Fully CNC automatic butt fusion machines are the standard here, but custom software is often required to match specific utility company protocols.
These units automatically calculate parameters based on the specific pipe manufacturer and SDR. The system records every variable—heater temperature, drag pressure, bead-up height, heat soak time, and cooling duration—generating an encrypted PDF report. If the cooling time is cut short by even a few seconds, the butt fusion welding machine flags the weld as “FAILED” and locks the operator out until a supervisor resets it.
—
Evaluating a Manufacturer’s Engineering and R&D Capabilities
The Engineering Consultation and Design Process
A true custom manufacturer sells a solution, not just a SKU. The process begins with a rigorous requirement gathering phase. Engineers must evaluate the pipe material (PE100, PE100-RC), diameter range, SDR, environmental conditions (temperature, altitude), and applicable standards (ISO, DVS, ASTM).
Following this, advanced manufacturers use 3D CAD modeling to design the modifications. Finite Element Analysis (FEA) is crucial for custom frames, simulating stress loads to ensure the chassis will not buckle under the 100+ tons of force required for large diameter fusion. This digital validation prevents costly failures in the field.
Prototyping Speed and Validation Testing
Time is often the enemy of customization. However, agile manufacturers like Ekberg can often modify existing platforms in 4-6 weeks, whereas a ground-up design might take 12-16 weeks.
The most critical step is Factory Acceptance Testing (FAT). Before shipping, a custom pipe welding machine must be tested with *actual* pipe samples provided by the client or sourced to match specifications. This includes “pressure holding tests” to verify hydraulic integrity over 24 hours and “temperature uniformity tests” on the heating plate using thermal imaging cameras to certify compliance with ISO standards.
Supply Chain and Component Selection for Custom Units
One risk of custom equipment is future maintainability. Smart customization involves using standard, globally available components wherever possible. For example, using Siemens PLCs, Parker hydraulic seals, and standard electrical relays ensures that if a component fails in a remote location, a replacement can be sourced locally rather than waiting for a shipment from the factory. Buyers should verify that the “custom” aspect of the butt fusion machines lie in the structural design and logic, not the consumable components.
—
Ekberg Welding: Factory Capability, Certification & Global Support
Advanced Manufacturing Facilities for OEM and Custom Orders
Ekberg Welding operates a manufacturing facility equipped to handle both high-volume production and bespoke engineering. The factory utilizes advanced CNC machining centers to fabricate custom clamps, reducers, and frames with tolerances within ±0.1mm. Unlike assemblers who purchase off-the-shelf controllers, Ekberg designs its own circuit boards and logic systems in-house. This vertical integration allows for deep customization of the welding software, such as adding a specific language interface or a unique pressure cycle algorithm for a proprietary pipe material.
Rigorous Quality Control and ISO Compliance
Compliance is the bedrock of pipeline safety. Ekberg butt fusion machines are designed to comply with ISO 12176-1 (Equipment for fusion), ISO 21307, and DVS 2207. Every custom unit undergoes a rigorous QA checklist:
- Heating Plate: Verified for temperature accuracy (±5°C).
- Hydraulics: Stress-tested at 1.5x working pressure to ensure safety margins.
- Alignment: Clamps are laser-aligned to ensure pipe offset is less than 10% of the wall thickness.
Global Technical Support and Spare Parts Availability
A custom butt fusion welding machine requires specialized support. Ekberg offers a 1-year warranty with lifetime maintenance support. Crucially, for custom butt fusion machines, they provide a tailored “spare parts kit” recommendation—a list of critical spares (seals, relays, fuses, thermocouples) that should be kept on-site to minimize downtime. For complex CNC or custom units, Ekberg provides detailed video training or on-site commissioning to ensure operators understand the unique features of the bespoke equipment.

—
Frequently Asked Questions
Q1: How much does a custom engineering solution for a butt fusion machine increase the cost compared to a standard model?
Typically, customization adds 20-40% to the base butt fusion welding machine cost, depending on the complexity of hydraulic and structural changes. However, for automated solutions or specific high-efficiency designs, case studies have shown a 20% reduction in installation time. This efficiency gain often recovers the extra capital expenditure within the first few kilometers of pipeline installation, making the ROI positive for medium-to-large projects.
Q2: What is the typical lead time for designing and manufacturing a bespoke HDPE pipe welding machine?
Minor modifications, such as voltage adjustments, frame reinforcement, or specific heating plate coatings, typically take 2-4 weeks. Full custom engineering, which involves unique chassis design, new hydraulic logic blocks, or specialized CNC programming, generally requires 8-12 weeks from design approval to shipping.
Q3: Can Ekberg modify existing butt fusion machines for new project requirements, or is a new purchase necessary?
Some components can be retrofitted. For example, heating plates, facer blades, and clamp inserts can often be upgraded on existing units. However, major structural changes—such as converting a standard frame to a track-mounted system or upgrading a low-pressure hydraulic system to high-pressure capability—usually require a new butt fusion welding machine chassis due to fundamental differences in engineering loads.
Q4: What technical information must I provide to get an accurate quote for a custom welding solution?
To receive an accurate proposal, you must provide: Pipe Material (HDPE, PP, PVDF), Diameter Range (OD), Wall Thickness (SDR or Wall Thickness in mm), Welding Standard (ISO 21307, ASTM F2620, DVS), Voltage/Frequency available on site, and specific site constraints (e.g., “trench width max 800mm” or “ambient temp -40°C”).
Q5: Do custom-engineered butt fusion machines come with the same warranty as standard models?
Yes, Ekberg Welding provides the same 1-year warranty on custom units, covering non-human-induced damage and manufacturing defects. Because custom units use standard internal components (seals, electrics), the warranty coverage remains robust. We also recommend purchasing a critical spares package for remote sites to ensure immediate repair capability.
—
Conclusion
In the high-stakes world of pipeline construction, a “one-size-fits-all” approach is often a recipe for inefficiency, safety violations, or catastrophic joint failure. Whether you are battling the thin air of the Andes, the tight confines of an urban trench, or the strict safety protocols of a high-pressure gas network, standard equipment often falls short of the mark.
Custom engineering solutions for butt fusion machines are not just a luxury; they are a strategic investment in project safety and timeline assurance. By partnering with a manufacturer like Ekberg Welding, which combines deep R&D capabilities with robust manufacturing standards, you ensure that your equipment is as tough, compliant, and adaptable as the team operating it.
Don’t let equipment limitations dictate your project’s success. Contact Ekberg Welding today to submit your technical specifications for a free engineering consultation. Let us design the precise solution your infrastructure project demands.