Heavy-Duty Butt Fusion Machine Manufacturers for Large Projects
Table of Contents
Butt fusion machines that hold steady fusion pressures between 0.15 and 0.52 MPa are often the only thing standing between a pipeline that serves for a century and one that fails catastrophically within months. In the high-stakes world of large-scale infrastructure—whether it’s municipal water transmission, high-pressure gas distribution, or abrasive mining slurry lines—joint integrity is absolute. There is simply no margin for error when welding DN1600 pipes carrying hazardous materials or critical resources.
Yet, procurement managers and project engineers frequently find themselves trapped in a difficult binary choice: pay eye-watering premiums for European heritage brands or gamble project timelines on unreliable, lightweight equipment that struggles to maintain DVS 2207 parameters.
This guide offers a rigorous technical evaluation of heavy-duty welding equipment. We will unpack the structural integrity required for large-diameter chassis, the thermodynamics of heating plates under ISO 21307, and the true Return on Investment (ROI) of high-pressure fusion capabilities. We’ll also analyze how different manufacturing philosophies impact compliance and why “factory-direct” procurement is disrupting the market. By the end of this article, you will possess a clear framework for selecting the right equipment for DN630–DN2600 HDPE pipe projects—helping you avoid specification errors that compromise joint quality.

Defining Heavy-Duty: Technical Specifications for Large-Scale Butt Fusion
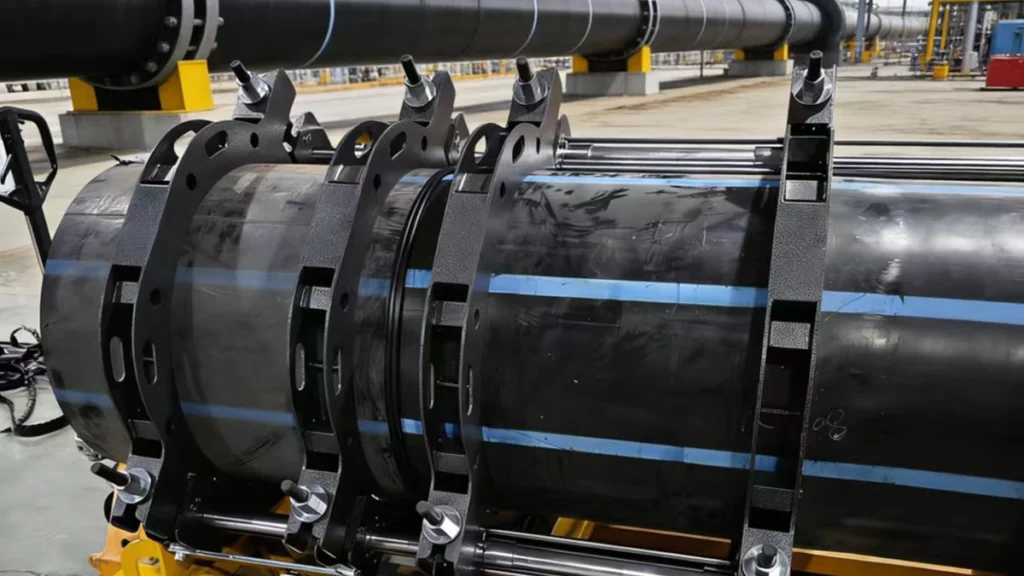
When we use the term heavy-duty regarding pipeline infrastructure, it isn’t marketing fluff; it refers to the sheer physics required to manipulate massive thermoplastic structures. A single DN1600 SDR17 pipe section can weigh several tons. A welding machine must do more than just hold this weight—it must apply precise axial force without the chassis flexing, twisting, or groaning under the load.
Research Structural Integrity Requirements for Machine Chassis Handling DN630mm to DN2600mm HDPE Pipes
The chassis, or machine body, is the bedrock of weld alignment. For pipes ranging from DN630mm to DN2600mm, the forces applied during the fusion cycle—drag pressure plus interfacial pressure—can exceed several tons. If a machine frame is built from inferior-grade steel or lacks adequate cross-bracing, applying this force will inevitably cause the frame to deflect.
Even a minor deflection of 1-2mm at the clamp level creates a “high-low” misalignment at the pipe interface. Most international standards dictate that misalignment cannot exceed 10% of the pipe wall thickness. For a DN1000 SDR17 pipe with a wall thickness of roughly 60mm, the window for error is microscopic. Heavy-duty machines, such as Ekberg’s custom 1600mm hydraulic butt fusion machine, utilize a chassis weighing over 4,000 kg. This mass isn’t accidental; it provides the gravitational anchor and structural rigidity needed to ensure 100% of the hydraulic force transfers directly to the pipe ends, rather than being lost to frame distortion.
Compare hydraulic power output requirements for dragging long pipe strings (High Pressure vs. Low Pressure ISO 21307)
The hydraulic system is the engine room of the fusion process. On large-scale projects, the machine rarely welds single sticks; it is usually pulling a string of welded pipes stretching hundreds of meters behind it. The hydraulic unit needs sufficient reservoir capacity and pump pressure (typically rated up to 16 MPa or 160 bar) to overcome the friction of dragging this massive string over rough terrain while retaining enough reserve pressure to apply the bead-up force.
This becomes non-negotiable when adhering to ISO 21307 Single High Pressure (SHP) standards. SHP demands an interfacial pressure of 0.52 MPa (±0.1 MPa)—significantly higher than the traditional Single Low Pressure (SLP) of 0.15 MPa. A “standard” hydraulic unit will often max out its duty cycle trying to hit SHP on a DN1200 pipe, resulting in pump overheating and pressure jitters. True heavy-duty units are engineered with oversized pumps and expanded hydraulic reservoirs to sustain these high pressures consistently without thermally degrading the hydraulic fluid.
Analyze heating plate thermodynamics: Consistency tolerances across large surface areas (e.g., ±3°C) according to DVS 2207
Thermodynamics do not scale linearly. Heating a small DN160 plate is straightforward; heating a DN1600 plate—with its massive surface area—to a uniform temperature is a significant engineering hurdle. DVS 2207 and ISO standards mandate that the temperature across the entire heating plate must remain within a tight tolerance, typically ±3°C of the set point (usually 220°C for PE100).
If the heating element design is primitive, you might find the center of the plate sitting at 225°C while the outer edges drift down to 210°C due to wind chill and heat dissipation. This thermal gradient causes uneven melting, leading to “cold welds” in specific sectors of the joint circumference. High-end heavy-duty butt fusion machines employ multi-zone heating elements and advanced PTFE coatings to guarantee thermal uniformity. Furthermore, the power draw for a 1600mm heater can exceed 40kW, necessitating robust electrical contactors and cabling capable of sustaining high amperage loads for hours without arcing.
List essential safety features for heavy-duty operation (emergency stops, hydraulic accumulators, electrical protection classes)
Safety on a pipeline job site is paramount. Large diameter butt fusion machines involve crushing forces capable of causing severe injury. Essential safety features must include easily accessible Emergency Stop (E-Stop) buttons located on both the hydraulic unit and the HDPE pipe welding machine chassis.
Crucially, the hydraulic system must feature an accumulator. If a generator fails or power cuts out suddenly during the cooling phase, the hydraulic pump stops. Without an accumulator to maintain system pressure, the clamps would relax, subjecting the cooling joint to stress and potentially ruining the weld. The accumulator acts as a “pressure battery,” holding the clamps closed until the joint has cooled or power is restored. Additionally, electrical components must meet IP54 or higher protection classes to ward off the dust and moisture ingress common in mining and trench environments.

Key Selection Criteria for Infrastructure-Grade Butt Fusion Machines
Choosing equipment for infrastructure projects requires balancing technical sophistication with operational reality. The butt fusion welding machine must be advanced enough to satisfy engineers, yet rugged enough to survive the mud, grit, and abuse of a pipeline corridor.
Evaluate the necessity of CNC vs. Hydraulic Data Logging for government compliance and traceability
For government and municipal projects, the days of manual logging are numbered. Buyers must choose between basic Hydraulic Data Logging and full CNC (Computer Numerical Control) automation.
Basic data loggers record the pressure and time parameters achieved by a manual operator. While this provides a record, it does not prevent error. If the operator applies too much pressure, the logger simply documents the mistake.
In contrast, CNC automatic butt fusion machines take direct control of the hydraulics. The operator inputs the pipe diameter, SDR, and material (e.g., PE100), and the machine calculates the required drag, bead-up, heat soak, and fusion pressures based on the standard (ISO 21307 or DVS 2207). The CNC system automatically ejects the heater plate and closes the clamps within the stipulated changeover time. For gas distribution and critical water lines, CNC is often mandatory because it removes human variability, ensuring the first joint is identical to the five-hundredth.
Create a checklist for “Site-Readiness”: All-terrain wheels, generator compatibility, and ruggedized control units
A HDPE fusion machine that performs perfectly in a factory may fail miserably in a trench. “Site-readiness” refers to the ancillary features that allow the butt fusion welding machine to function in the wild.
- Mobility: Does the chassis feature detachable wheels or a skid-mounted design? Mining applications often prefer a skid for dragging, whereas municipal sites need wheels for positioning.
- Power: Large butt fusion machines are power-hungry. A DN1600 unit requires roughly 55kW. The generator must not only meet this peak load but provide “clean” power (stable voltage and frequency) to avoid frying electronic control units.
- Ruggedization: Control units are the brain of the machine. If housed in fragile plastic casings, they will crack. Heavy-duty units feature steel-encased control modules with military-grade connectors and shock-mounted electronics to withstand transport vibration.
Analyze the importance of modular design for transporting heavy machinery into remote mining or jagged terrain sites
Logistics can kill a project’s budget. A fully assembled 1600mm hydraulic butt fusion machine is a “wide load” requiring special transport permits. Modular design is a critical selection criterion. Heavy-duty manufacturers design the butt fusion welding machine so the hydraulic unit, shaver (facer), heating plate, and main chassis can be easily separated.
This modularity allows the equipment to be packed into standard shipping containers or loaded onto smaller trucks for “last mile” delivery into remote mining sites or mountainous terrain where semi-trucks cannot venture. It also simplifies maintenance; if the hydraulic unit needs service, it can be removed and sent to a workshop without hauling the massive chassis out of the trench.
Compare total cost of ownership (TCO): Initial machine cost vs. maintenance downtime and spare parts availability over 5 years
Procurement teams often fixate on the sticker price, but the Total Cost of Ownership (TCO) tells the real story.
| Cost Factor | Low-Cost Generic Unit | Premium European Brand | Ekberg Factory-Direct |
|---|---|---|---|
| Initial CAPEX | Low ($8k – $12k) | Very High ($65k – $100k+) | Moderate ($15k – $25k) |
| Maintenance | High (Frequent seal failures) | Moderate (High part costs) | Low (Standard ind. parts) |
| Downtime Risk | High (Unpredictable) | Low (Reliable but slow service) | Low (Global logistics) |
| Spare Parts | Non-existent support | Proprietary & Expensive | Available & Standardized |
| 5-Year TCO | Highest (Project delays) | High (Upfront cost) | Optimal |
The cheap butt fusion machine becomes the most expensive option the moment a hydraulic cylinder fails mid-project and no replacement seals are available. Conversely, while premium European brands offer quality, their proprietary parts often come with 300% markups and long lead times. Ekberg’s approach balances heavy engineering with standardized industrial components, keeping TCO low through durability and accessible maintenance.
Standards and Compliance: Why Engineering Rigor Matters
Compliance is not just paperwork; it is the blueprint for safety. In the world of high-pressure pipelines, standards like ISO 21307 and DVS 2207 dictate the physics of the weld.
Detail the specific requirements of ISO 21307 (Single High Pressure vs. Single Low Pressure) and how manufacturer design impacts compliance
ISO 21307 is the global governing standard for polyethylene fusion. It defines three primary fusion procedures: Single Low Pressure (SLP), Single High Pressure (SHP), and Dual Low Pressure (DLP).
The distinction is critical for butt fusion machine selection. SHP (0.52 MPa) allows for significantly faster cooling times compared to SLP (0.15 MPa). For a thick-walled DN1200 HDPE pipe, SHP can slash the cooling cycle by up to 50%. However, achieving SHP requires the machine to exert more than three times the force of a standard unit. Many manufacturers label their machines “ISO 21307 compliant” but can only achieve SLP parameters. True heavy-duty butt fusion machines are engineered with the hydraulic cylinder bore size and pump capacity to sustain SHP parameters, unlocking massive productivity gains for the contractor.
Explain the role of DVS 2207-1 parameters in guaranteeing joint longevity for SDR11 and SDR17 HDPE pipes
DVS 2207-1 is the German standard often cited as the quality benchmark. It provides strict guidelines on the relationship between wall thickness and heat soak time. Roughly speaking, the formula calls for 10 seconds of heat soak per millimeter of wall thickness.
For an SDR11 pipe (thick wall), this heat soak time is substantial. The butt fusion welding machine’s heating plate must maintain precise temperature stability during this prolonged contact. If the plate temperature fluctuates, the crystalline structure of the PE100 material will not reform correctly upon cooling, leading to brittle joints. Ekberg butt fusion machines are calibrated to maintain DVS 2207 thermal stability profiles, ensuring the molecular fusion across the interface is homogenous and as strong as the pipe itself.
Research the impact of environmental factors (ambient temp -10°C to +40°C) on machine performance and manufacturer compensation algorithms
HDPE pipeline projects happen in the real world, not laboratories. Ambient temperature significantly affects welding parameters. At -10°C, the pipe is stiffer, requiring higher drag forces, and the heating plate cools faster during the changeover. At +40°C, the cooling time must be extended to prevent the joint from slumping.
Advanced CNC automatic butt fusion machines feature environmental compensation algorithms. Sensors measure the ambient temperature and automatically adjust the heating duration and cooling time to remain compliant. Manufacturers that ignore environmental compensation risk joint failure; a weld parameter set calculated for 20°C will likely result in a “cold weld” if applied at -5°C without adjustment.
List required certifications for heavy-duty manufacturers (CE, ISO 9001, specific hydraulic testing certifications)
When vetting a manufacturer, look beyond the brochure. Essential certifications include:
- ISO 9001: Ensures a consistent Quality Management System is in place.
- CE Marking: Mandatory for equipment sold in or to the European Economic Area, verifying safety compliance (electrical and mechanical).
- Hydraulic Pressure Test Certs: Each butt fusion machine should come with a “birth certificate” showing it has been pressure tested to at least 1.5x its maximum operating pressure.
- ISO 12176-3: Compliance for data recording formats, ensuring your weld data can be read by industry-standard software.
Industry-Specific Applications: Matching Machine to Project
Different industries impose different stresses on equipment. A butt fusion machine optimized for a water trench may not survive a copper mine.
Discuss specific needs for Municipal Water & Sewage: Large diameters, ovality correction, and trench operability
In municipal water projects, pipes are often stored improperly, leading to ovality (the pipe becomes egg-shaped). When welding two oval pipes, alignment is impossible without correction. Butt fusion machines for this sector require hydraulic clamps with high clamping force and specific geometries to “re-round” the pipe before the facing tool is engaged. Additionally, “4-column” machines are preferred where the top clamps can be removed, or the heater/facer can be lifted out vertically, accommodating tight trench environments where lateral movement is restricted.
Analyze Gas Distribution requirements: strict data recording, explosion-proof considerations, and zero-defect mandates
Gas distribution is a zero-tolerance industry. A leak is not an inconvenience; it is a disaster. Consequently, gas utility providers almost universally demand fully automatic pipe welding machines with tamper-proof data logging. The data log must record the operator ID, GPS location, and every pressure/time variable. Furthermore, for work in live gas environments, the electrical components of the butt fusion machines (motors, switches) may need to be explosion-proof (EX-rated) to prevent spark ignition of fugitive gas.
Explore Mining & Slurry pipeline challenges: High abrasion resistance pipes necessitating higher fusion pressures and robust machine frames
Mining slurry pipes are lined with abrasive-resistant materials or have extremely thick walls (e.g., SDR 7.4 or SDR 9) to withstand the wear of transporting ore. These thick walls require immense fusion pressures to bond. A standard butt fusion machine designed for SDR17 water pipe will stall when trying to fuse SDR7 mining pipe. Mining-spec machines feature reinforced sub-frames and high-torque facers to shave these dense, thick-walled pipes effectively. The chassis is often mounted on a heavy-duty sled to be dragged by bulldozers across jagged rock without bending.
Case study approach: How a proper heavy-duty machine reduces cycle time by 20% on long-distance cross-country pipelines
Consider a 20km cross-country water pipeline using DN1200 HDPE pipe. A standard HDPE pipe welding machine using SLP parameters might require a cooling time of 90 minutes per joint. By utilizing an Ekberg heavy-duty hdpe pipe jointing machine capable of ISO 21307 SHP parameters, the cooling time can be reduced to approximately 45 minutes.
Over the course of 1,500 joints, saving 45 minutes per joint equates to over 1,100 hours of saved labor. If the crew cost is $200/hour, that is a savings of $220,000—more than ten times the cost of the butt fusion machine itself. This illustrates that the machine’s technical capability is the primary driver of project profitability.

Mining butt fusion machines
Ekberg Welding: Factory Capability, Quality Control & Global Support
Ekberg Welding bridges the gap between high-cost European heritage and the need for scalable, industrial-strength solutions.
Detail Ekberg’s internal QC process: From raw steel selection for frames to final hydraulic pressure testing (1.5x operating pressure)
Quality starts with metallurgy. Ekberg selects high-tensile steel for all heavy-duty chassis construction, rejecting recycled or lower-grade alloys that are prone to fatigue. During manufacturing, every hydraulic cylinder is subjected to a pressure test at 1.5 times its maximum operating rating (e.g., tested at 24 MPa for a 16 MPa system). This ensures that when the butt fusion machine is in the field operating at maximum capacity, it is well within its safety margin. Electronic components undergo thermal cycling tests to verify performance in extreme heat and cold.
Describe the manufacturing facility’s capacity to produce custom heavy-duty units (up to 1600mm or 2000mm) with short lead times
While many suppliers stock only small butt fusion welding machines (up to 630mm), Ekberg’s facility is tooled for giants. We maintain the capability to manufacture custom units up to 1600mm and even 2000mm. Because we control the entire production line—from machining the clamps to assembling the hydraulics—we can offer lead times of 7-10 days for standard large units, significantly faster than the 8-12 week lead times common with European OEMs.
Explain the “Factory-Direct” advantage: Eliminating distributor markups while maintaining direct access to engineering support
The traditional distribution model adds layers of cost. A machine passes from manufacturer to importer to distributor to dealer, accumulating markups at every step. Ekberg operates on a factory-direct model. Buyers interact directly with the source. This not only reduces the capital expenditure by 30-60% compared to premium brands but also provides direct access to the engineers who designed the hdpe fusion machine. If you have a technical question about a specific SDR fusion parameter, you get an answer from an expert, not a salesperson.
Outline the global spare parts logistics and technical training programs offered to ensure zero project downtime
We understand that a machine down is money lost. Ekberg maintains a global logistics network for critical spare parts. Standard components like hydraulic seals, heater plates, and facing blades can be dispatched via air freight immediately. Beyond parts, we offer comprehensive training resources, including video tutorials and operation manuals, to ensure your crew is certified and confident in operating butt fusion machines safely and efficiently.
Frequently Asked Questions
Q1: What is the maximum pipe diameter Ekberg heavy-duty butt fusion machines can handle?
Ekberg manufactures standard heavy-duty butt fusion machines up to DN2600mm. However, we have the engineering capability to produce custom units for HDPE pipes up to 2000mm OD. Our DN630mm to DN2600mm range is specifically designed for high-pressure infrastructure projects, featuring reinforced chassis and high-capacity hydraulic systems to handle the immense weight and drag forces of these large diameters.
Q2: How does an automatic machine differ from a standard hydraulic butt fusion machine in terms of weld quality assurance?
A standard hydraulic butt fusion machine relies on the operator to manually read gauges and time the process, introducing human error. A CNC (Computer Numerical Control) machine automatically controls the hydraulic pressure and timing based on pre-loaded standards (ISO 21307, DVS 2207). It eliminates operator variables, ensures consistent fusion parameters, and records tamper-proof data for every joint, which is essential for compliance in gas and municipal water projects.
Q3: Can your heavy-duty machines operate effectively in extreme weather conditions (very hot or very cold)?
Yes. Our butt fusion machines are designed for ambient temperatures ranging from -10°C to +40°C. For CNC models, the software includes environmental compensation algorithms that adjust heating and cooling times based on ambient temperature sensors. However, per DVS 2207 standards, we always recommend using a welding tent or shelter to protect the fusion zone from direct wind, rain, or snow to guarantee joint integrity.
Q4: Do Ekberg machines come with pre-loaded welding standards like ISO 21307 and DVS 2207?
Yes, our CNC and semi-automatic data logging units come pre-loaded with major international welding standards, including ISO 21307 (High and Low Pressure), DVS 2207-1, and ASTM F2620. Operators simply select the pipe material (PE100, PE80, PP), diameter, and SDR, and the butt fusion welding machine automatically calculates the correct drag, bead-up, soak, and cooling parameters for that specific standard.
Q5: What is the typical lead time for a large-scale (DN1200+) heavy-duty welding machine?
Due to our factory-direct manufacturing capabilities, Ekberg offers some of the shortest lead times in the industry. Standard large-scale units (DN630–DN1200) can typically be readied for shipment within 7-10 days. Custom-engineered units (DN1600+) or machines with specific voltage/hydraulic modifications are generally completed faster than European competitors, ensuring your project stays on schedule.

Conclusion
The success of large-scale infrastructure relies on the integrity of thousands of individual welds. Selecting the right butt fusion machines is not merely a purchasing decision; it is a risk management strategy. As we have explored, the difference between a compliant, heavy-duty machine and a generic substitute lies in the engineering details—chassis rigidity, hydraulic power reserves for High Pressure (SHP) fusion, and the thermal precision of the heating elements.
For contractors and utility companies, the cost of a single failed joint—involving excavation, repair, and environmental cleanup—far exceeds the investment in proper equipment. Ekberg Welding offers a strategic advantage: the engineering rigor required for DN1600 compliance combined with the economic efficiency of a factory-direct partnership.
Don’t leave your pipeline integrity to chance. Contact Ekberg Welding today to discuss your specific project parameters. Our engineering team is ready to provide a technical consultation and a competitive, factory-direct quote for the heavy-duty equipment your infrastructure demands.